
Page 10 - MILLING_CATALOG_INCH_2022_P593-P866
P. 10
INTRODUCTION
TOOLING SYSTEMS
ADJ Operating Instructions
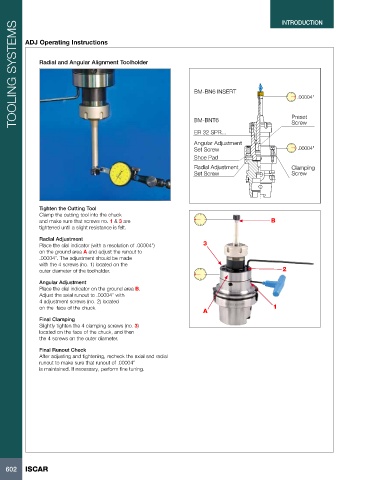
Radial and Angular Alignment Toolholder
BM-BN6 INSERT
.00004"
Preset
BM-BNT6 Screw
ER 32 SPR...
Angular Adjustment
Set Screw .00004"
Shoe Pad
Radial Adjustment Clamping
Set Screw Screw
Tighten the Cutting Tool
Clamp the cutting tool into the chuck
and make sure that screws no. 1 & 3 are B
tightened until a slight resistance is felt.
Radial Adjustment
Place the dial indicator (with a resolution of .00004”) 3
on the ground area A and adjust the runout to
.00004”. The adjustment should be made
with the 4 screws (no. 1) located on the
outer diameter of the toolholder. 2
Angular Adjustment
Place the dial indicator on the ground area B.
Adjust the axial runout to .00004” with
4 adjustment screws (no. 2) located
on the face of the chuck. 1
A
Final Clamping
Slightly tighten the 4 clamping screws (no. 3)
located on the face of the chuck, and then
the 4 screws on the outer diameter.
Final Runout Check
After adjusting and tightening, recheck the axial and radial
runout to make sure that runout of .00004”
is maintained. If necessary, perform fine tuning.
602 ISCAR