
Page 10 - MILLING_CATALOG_INCH_2022_P93-P228
P. 10
SELECTION GUIDE
ENDMILLS • SOLID CARBIDE • MULTI-MASTER
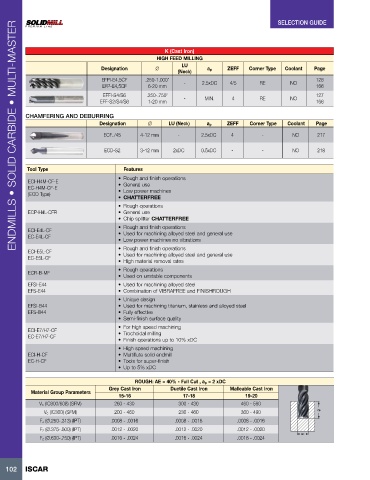
K (Cast Iron)
HIGH FEED MILLING
Designation Ø LU ap ZEFF Corner Type Coolant Page
(Neck)
EFPI-E4,5CF .250-1.000” 128
EFP-E4,5CF 6-20 mm - 2.5xDC 4/5 RE NO 166
EFFI-S4/S6 .250-.750” 127
EFF-S2/S4/S6 1-20 mm - MIN. 4 RE NO 166
CHAMFERING AND DEBURRING
Designation Ø LU (Neck) ap ZEFF Corner Type Coolant Page
ECF../45 4-12 mm - 2.5xDC 4 - NO 217
ECD-S2 3-12 mm 2xDC 0.5xDC - - NO 218
Tool Type Features
• Rough and finish operations
ECI-H4M-CF-E • General use
EC-H4M-CF-E • Low power machines
(ECO Type)
• CHATTERFREE
• Rough operations
ECP-H4L-CFR • General use
• Chip splitter CHATTERFREE
• Rough and finish operations
ECI-E4L-CF • Used for machining alloyed steel and general use
EC-E4L-CF
• Low power machines no vibrations
• Rough and finish operations
ECI-E5L-CF • Used for machining alloyed steel and general use
EC-E5L-CF
• High material removal rates
• Rough operations
ECR-B-MF
• Used on unstable components
EFSI-E44 • Used for machining alloyed steel
EFS-E44 • Combination of VIBRAFREE and FINISHROUGH
• Unique design
EFSI-B44 • Used for machining titanium, stainless and alloyed steel
EFS-B44 • Fully effective
• Semi-finish surface quality
• For high speed machining
ECI-E7/H7-CF • Trochoidal milling
EC-E7/H7-CF
• Finish operations up to 10% xDC
• High speed machining
ECI-H-CF • Multiflute solid endmill
EC-H-CF • Tools for super-finish
• Up to 5% xDC
ROUGH: AE = 40% - Full Cut , ap = 2 xDC
Grey Cast Iron Ductile Cast Iron Malleable Cast Iron
Material Group Parameters
15-16 17-18 19-20
Vc (IC900/608) (SFM) 260 - 430 300 - 430 460 - 590
Vc (IC300) (SFM) 200 - 460 230 - 460 360 - 490 ap
Fz (Ø.250-.313) (IPT) .0008 - .0016 .0008 - .0016 .0008 - .0016
Fz (Ø.375-.500) (IPT) .0012 - .0020 .0012 - .0020 .0012 - .0020
AE
Fz (Ø.630-.750) (IPT) .0016 - .0024 .0016 - .0024 .0016 - .0024
102 ISCAR