高速擺線切片機
幾十年前,具有顯著提高的旋轉速度和線速度的機台推出是高效高速加工 (HSM) 方法的成功。剝皮銑削,也稱為切片,是這些方法之一。剝皮的主要原理銑削是它的高切削深度(通常不超過五個刀具直徑)與低切削寬度(通常為刀具直徑的 0.2 倍)相結合。這種組合具有顯著的優勢。減小切削寬度可降低切削刃上的熱負荷並提高切削速度。在剝離銑削中,與傳統銑削方法相比,切削速度可以更高。低切削寬度顯著減少切削力的徑向分量,這會導致銑刀彎曲和振動。這確保高操作穩定性並有助於增加切削深度。
徑向切屑減薄可實現更高的進給量,以保持所需的精確切屑厚度。 因此,在高切削速度和進給率下進行小徑向嚙合和大切深的銑削是提高加工生產率的一個很好的原因。 此外,這種加工方法提供沿整個切削刃逐漸、均勻分佈的磨損,從而延長刀具壽命。
事實證明,剝皮銑削在銑削深肩和寬邊時非常有效。切片技術已成功應用於餘料銑削:一種用小直徑刀具切削各種難以觸及的區域,例如腔型倒角的加工工藝。
電腦數控 (CNC) 和電腦輔助製造 (CAM) 系統的進步產生進一步的改進:具有複雜刀具軌蹟的擺線銑削而不是線性進給運動 - 適用於剝離銑削。在數學中,次擺線是曲線,由沿導軌滾動而不滑動的圓的點生成。在擺線銑削中,刀具沿曲線移動,切削薄薄的材料層。通常,曲線為圓弧(半圓),刀具由圓弧弦返回初始點,然後以小步距重複路徑。在這種情況下,刀具路徑看起來像字母“D”。沿曲線軌跡銑削有利於切削刃的恆定載荷,並消除進入材料時載荷的急劇增加。
除了現在被認為是“經典”的 D 形路徑之外,今天,大多數具有高端控制系統的先進機器都更加複雜。擺線刀具軌跡可最大限度地減少非切削時間並優化機器單元運動。
眾所周知,擺線銑削在加工深槽、腔袋和型腔方面非常有效,也是銑削堅硬和難切削材料,特別是鈦和高溫合金 (HTSA) 的一種非常有前途的方法。此外,擺線銑削對於提高在不穩定條件下切削時的性能非常有用:非剛性工件、薄壁區域、不良的工件夾持裝置等。更重要的是,均勻且顯著減少的刀具負載使擺線銑削變得高效且適用於微加工。
擺線銑削的主要挑戰是機台控制和智能路徑編程。然而,在解決這些挑戰時,另一個重要因素"刀具"往往被忽視。如果沒有合適的刀具,所有設計軌跡和保持切削刃上均勻載荷的努力都會降低預期結果,這給刀具製造商生產滿足擺線銑削要求的最佳刀具帶來挑戰。
高性能擺線銑刀有哪些特點?
首先,擺線銑刀必須適合高速加工。這涉及適當的精度參數、平衡、在相當大的轉速下運行時的安全性等等。大切深銑削會增加刀具的伸長量,而刀具的動態行為對於確保加工穩定性至關重要。在以低切寬銑削時,在任何給定時間只有一個齒與工件材料嚙合。優化沿齒的接觸面積是穩定銑削的重要因素,具有最有利刀具切削刃傾角的刀具是找到最佳解決方案的主要部分。擺線銑削時產生的薄切屑的有效排出不需要刀具中的大切屑槽。
即使對上述內容進行簡要檢查,也表明多刃鎢鋼立銑刀 (SCEM) 或帶有可更換鎢鋼刀頭的組裝銑刀以最佳方式符合要求。事實上,SCEM 代表當今大多數擺線銑削刀具。
可以理解,這些立銑刀具有自己的設計特徵,可以在最新的創新 ISCAR 產品系列中識別出來。這些產品有幾個特點:a) 不同的螺旋和可變角齒距,提供抗振設計,以提高伸長量 HSM 的穩定性,b) 特殊形狀的凹槽,導致芯直徑增加,以提高動態強度,和c) 足夠的切屑槽空間以確保切屑順暢流動。這些產品在加工主要類型的工程材料時保持高精度並提供最大的金屬去除率。伊斯卡用於擺線銑削的鎢鋼立銑刀 (SCEM) 的直徑範圍為 2-25 毫米。
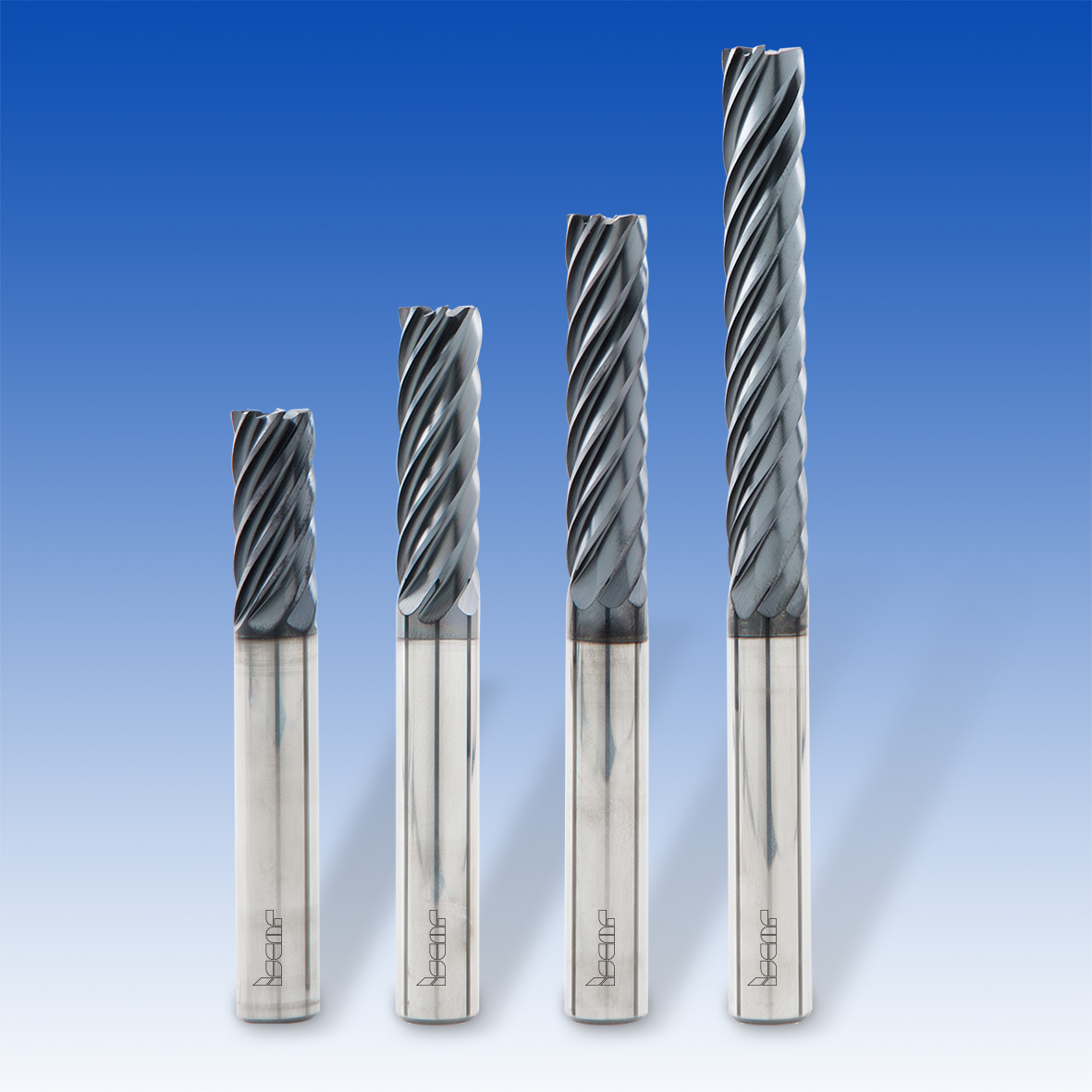
CHATTERFREE EC-E7/H7-CF 鎢鋼立銑刀具有 7 個刃口和各種圓角半徑。它們有 2、3、4 和 6 種切削長徑比系列(圖 1)。立銑刀由 PVD 鍍層超細鎢鋼鍍層 IC902 製成。
7 刃立銑刀 ECP-H7-CF(圖 2)的主要特點是切削刃的切屑幾何形狀。導入這種幾何形狀可提高高伸長量時的性能,並顯著改善加工深型腔和型腔時的排屑效果。需要注意的是,切屑分切刃可確保滿足大多數操作要求的令人滿意的表面光潔度。
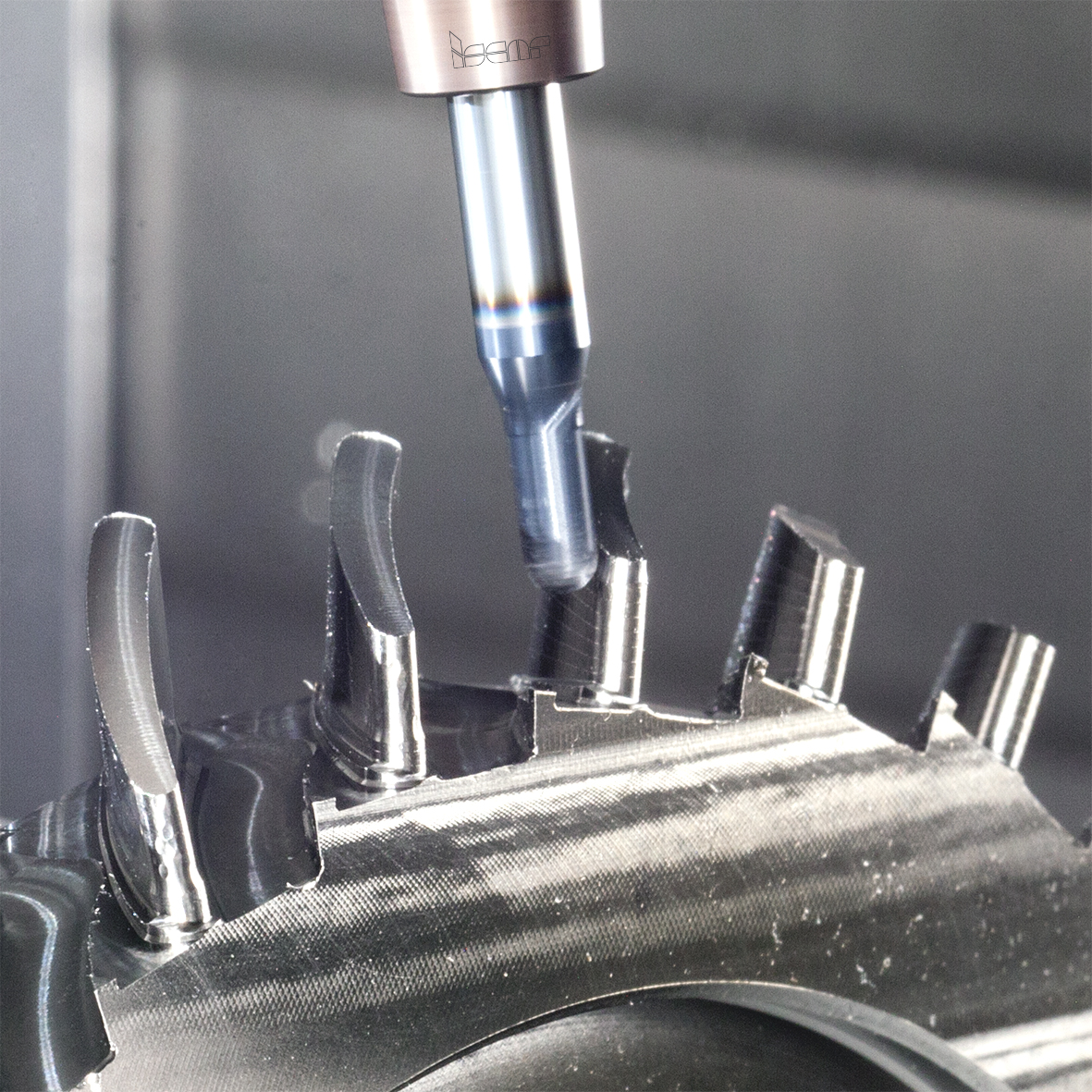
Ti-TURBO 7 刃和 9 刃鎢鋼立銑刀 ECK-H7/9-CFR 專為高速加工鈦合金而設計,切削長度約為刀具直徑的兩倍。由於出色的顫振抑制和這些鎢鋼立銑刀具有優化的刃口幾何形狀,在各種飛機部件的擺線銑削中顯示出良好的效果,包括在鈦葉片轉子(葉盤)中加工弧形槽。如果將擺線銑削應用於鈦零件的淺槽或拐角,最近推出的 6 刃 MULTI-MASTER 可更換刀頭可能是更合適的解決方案(圖 3)。刀頭設計融合伊斯卡在該領域的能力和經驗,並為高效加工 Ti-10V-2Fe-3Al 和 Ti-5Al-5Mo-5V-3Cr 等難切削鈦材質提供一種強大的產品。如果沒有關於刀把的一些說明,這篇評論將是不完整的,這對於擺線銑削的成功至關重要。加工實踐表明,將銑刀安裝在液壓或熱縮筒夾中時可獲得最佳效果(圖 4)。
文章的圖片及其標題。
圖 1 – CHATTERFREE 多刃鎢鋼立銑刀以一系列不同的切削長度直徑比生產。
圖 2 – 分屑切削刃設計顯著改善排屑並提供令人滿意的表面光潔度。
圖 3 – 伊斯卡 MULTI-MASTER 可更換刀頭用於擺線銑削難切削鈦合金。圖 4 – 使用安裝在熱縮筒夾中的多刃鎢鋼立銑刀對整體葉盤進行擺線粗銑。