
Page 8 - HOLE MAKING CATALOG p311-382
P. 8
REAMERS USER GUIDE
ISO
Material No.(1)
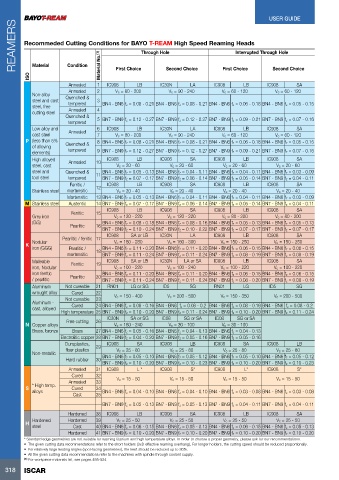
Recommeded Cutting Conditions for BAYO T-REAM High Speed Reaming Heads
Through Hole Interrupted Through Hole
Material Condition First Choice Second Choice First Choice Second Choice
Annealed 1 IC908 LB IC30N LA IC908 LB IC908 SA
Non-alloy Annealed 2 Vc = 80 - 200 Vc = 90 - 240 Vc = 60 - 120 Vc = 60 - 120
steel and cast
steel, free Quenched & 3 BN4 - BN6 fz = 0.08 - 0.21 BN4 - BN6 fz = 0.08 - 0.21 BN4 - BN6 fz = 0.06 - 0.18 BN4 - BN6 fz = 0.05 - 0.15
cutting steel tempered 4
Annealed 5 BN7 - BN9 fz = 0.12 - 0.27 BN7 - BN9 fz = 0.12 - 0.27 BN7 - BN9 fz = 0.09 - 0.21 BN7 - BN9 fz = 0.07 - 0.16
Quenched &
tempered
Low alloy and Annealed 6 IC908 LB IC30N LA IC908 LB IC908 SA
cast steel
P (less than 5% Quenched & 7 Vc = 80 - 200 Vc = 90 - 240 Vc = 60 - 120 Vc = 60 - 120
of alloying tempered
elements) 8 BN4 - BN6 fz = 0.08 - 0.21 BN4 - BN6 fz = 0.08 - 0.21 BN4 - BN6 fz = 0.06 - 0.18 BN4 - BN6 fz = 0.05 - 0.15
9 BN7 - BN9 fz = 0.12 - 0.27 BN7 - BN9 fz = 0.12 - 0.27 BN7 - BN9 fz = 0.09 - 0.21 BN7 - BN9 fz = 0.07 - 0.16
High alloyed Annealed 10 IC908 LB IC908 SA IC908 LB IC908 SA
steel, cast
Vc = 20 - 60 Vc = 20 - 60 Vc = 20 - 60 Vc = 20 - 60
steel and Quenched & 11 BN4 - BN6 fz = 0.05 - 0.13 BN4 - BN6 fz = 0.04 - 0.11 BN4 - BN6 fz = 0.04 - 0.11 BN4 - BN6 fz = 0.03 - 0.09
tool steel tempered BN7 - BN9 fz = 0.07 - 0.17 BN7 - BN9 fz = 0.06 - 0.14 BN7 - BN9 fz = 0.05 - 0.14 BN7 - BN9 fz = 0.04 - 0.11
Ferritic / 12 IC908 LB IC908 SA IC908 LB IC908 SA
martensitic
Stainless steel Vc = 20 - 40 Vc = 20 - 40 Vc = 20 - 40 Vc = 20 - 40
Martensitic 13 BN4 - BN6 fz = 0.05 - 0.13 BN4 - BN6 fz = 0.04 - 0.11 BN4 - BN6 fz = 0.04 - 0.11 BN4 - BN6 fz = 0.03 - 0.09
M Stainless steel Austentic 14 BN7 - BN9 fz = 0.07 - 0.17 BN7 - BN9 fz = 0.06 - 0.14 BN7 - BN9 fz = 0.05 - 0.14 BN7 - BN9 fz = 0.04 - 0.11
Ferritic 15 IC908 LB IC908 SA IC908 LB IC908 SA
Pearlitic
Grey iron Vc = 120 - 220 Vc = 120 - 220 Vc = 80 - 200 Vc = 80 - 200
(GG)
16 BN4 - BN6 fz = 0.08 - 0.18 BN4 - BN6 fz = 0.08 - 0.16 BN4 - BN6 fz = 0.05 - 0.13 BN4 - BN6 fz = 0.05 - 0.13
BN7 - BN9 fz = 0.10 - 0.24 BN7 - BN9 fz = 0.10 - 0.22 BN7 - BN9 fz = 0.07 - 0.17 BN7 - BN9 fz = 0.07 - 0.17
Pearlitic / ferritic 17 IC908 SA or LB IC30N LA IC908 LB IC908 SA
K Nodular Vc = 160 - 280 Vc = 160 - 300 Vc = 150 - 250 Vc = 150 - 250
iron (GGG)
Pearlitic / 18 BN4 - BN6 fz = 0.11 - 0.20 BN4 - BN6 fz = 0.11 - 0.20 BN4 - BN6 fz = 0.06 - 0.15 BN4 - BN6 fz = 0.06 - 0.15
martensitic BN7 - BN9 fz = 0.11 - 0.24 BN7 - BN9 fz = 0.11 - 0.24 BN7 - BN9 fz = 0.08 - 0.19 BN7 - BN9 fz = 0.08 - 0.19
Malleable Ferritic 19 IC908 SA or LB IC30N LA or SA IC908 LB IC908 SA
iron, Nodular Pearlitic
iron ferritic Vc = 100 - 220 Vc = 100 - 240 Vc = 100 - 220 Vc = 100 - 220
/ pearlitic
20 BN4 - BN6 fz = 0.11 - 0.20 BN4 - BN6 fz = 0.11 - 0.20 BN4 - BN6 fz = 0.06 - 0.15 BN4 - BN6 fz = 0.06 - 0.15
BN7 - BN9 fz = 0.11 - 0.24 BN7 - BN9 fz = 0.11 - 0.24 BN7 - BN9 fz = 0.08 - 0.20 BN7 - BN9 fz = 0.08 - 0.19
Aluminum Not cureable 21 RN01 LG or SG ID5 SG RN01 LG ID5 SG
wrought alloy Cured 22 Vc = 150 - 400 Vc = 200 - 500 Vc = 150 - 350 Vc = 200 - 500
Aluminum - Not cureable 23
cast, alloyed
Cured 24 BN4 - BN6 fz = 0.08 - 0.16 BN4 - BN6 fz = 0.08 - 0.2 BN4 - BN6 fz = 0.08 - 0.16 BN4 - BN6 fz = 0.08 - 0.2
High temperature 25 BN7 - BN9 fz = 0.10 - 0.20 BN7 - BN9 fz = 0.11 - 0.24 BN7 - BN9 fz = 0.10 - 0.20 BN7 - BN9 fz = 0.11 - 0.24
N Copper alloys Free cutting 26 IC30N SA or SG IC08 SG or SA IC08 SG or SA
Brass, bronze Brass Vc = 180 - 240 Vc = 30 - 100 Vc = 30 - 100
27 BN4 - BN6 fz = 0.05 - 0.16 BN4 - BN6 fz = 0.04 - 0.13 BN4 - BN6 fz = 0.04 - 0.13
Electrolitic copper 28 BN7 - BN9 fz = 0.04 - 0.20 BN7 - BN9 fz = 0.05 - 0.16 BN7 - BN9 fz = 0.05 - 0.16
Duroplastics, 29 IC908 SA IC908 LB IC908 SA IC908 LB
fiber plastics
Non-metallic Vc = 25 - 80 Vc = 25 - 80 Vc = 25 - 80 Vc = 25 - 80
Hard rubber
30 BN4 - BN6 fz = 0.05 - 0.10 BN4 - BN6 fz = 0.05 - 0.12 BN4 - BN6 fz = 0.05 - 0.10 BN4 - BN6 fz = 0.05 - 0.12
BN7 - BN9 fz = 0.10 - 0.20 BN7 - BN9 fz = 0.10 - 0.23 BN7 - BN9 fz = 0.10 - 0.20 BN7 - BN9 fz = 0.10 - 0.23
Annealed 31 IC908 L * IC908 S* IC908 L* IC908 S*
Cured 32 Vc = 15 - 50 Vc = 15 - 50 Vc = 15 - 50 Vc = 15 - 50
Annealed 33
* High temp.
S alloys Cured 34 BN4 - BN6 fz = 0.04 - 0.10 BN4 - BN6 fz = 0.04 - 0.10 BN4 - BN6 fz = 0.03 - 0.08 BN4 - BN6 fz = 0.03 - 0.08
Cast 35
BN7 - BN9 fz = 0.05 - 0.13 BN7 - BN9 fz = 0.05 - 0.13 BN7 - BN9 fz = 0.04 - 0.11 BN7 - BN9 fz = 0.04 - 0.11
Hardened 38 IC908 LB IC908 SA IC908 LB IC908 SA
H Hardened Hardened 39 Vc = 25 - 50 Vc = 25 - 50 Vc = 25 - 50 Vc = 25 - 50
steel Cast
40 BN4 - BN6 fz = 0.06 - 0.15 BN4 - BN6 fz = 0.05 - 0.13 BN4 - BN6 fz = 0.06 - 0.15 BN4 - BN6 fz = 0.05 - 0.13
Hardened 41 BN7 - BN9 fz = 0.10 - 0.20 BN7 - BN9 fz = 0.10 - 0.20 BN7 - BN9 fz = 0.10 - 0.20 BN7 - BN9 fz = 0.10 - 0.20
* Standard edge geometries are not suitable for reaming titanium and high temperature alloys. In order to choose a proper geometry, please ask for our recommendations.
• The given cutting data recommendations refer to the short holders (3xD effective reaming overhang). For longer holders, the cutting speed should be reduced proportionally.
• For relatively large leading angles (spot-facing geometries), the feed should be reduced up to 30%.
• All the given cutting data recommendations refer to the machines with spindle through coolant supply.
(1) For workpiece materials list, see pages 495-524
318 ISCAR