Standard Gundrill Head Profiles
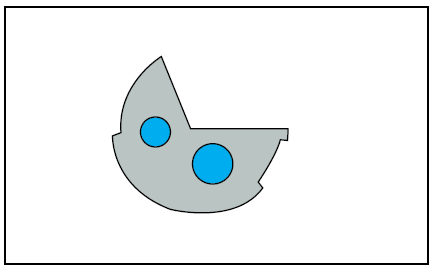
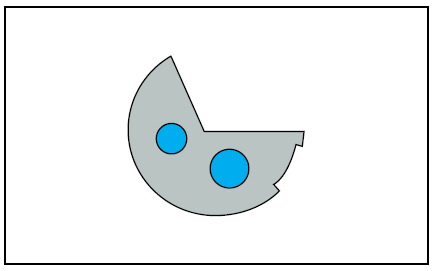
Standardform für die meisten Werkstückstoffarten, insbesondere für Werkstückstoffe, die zum Schrumpfen neigen. Empfohlen für hochpräzise Bohrungstoleranz und Geradheit. Beibehaltung einer präzisen Toleranz der Austrittsbohrung. Empfohlen, wenn zusätzliches Glätten erforderlich ist.
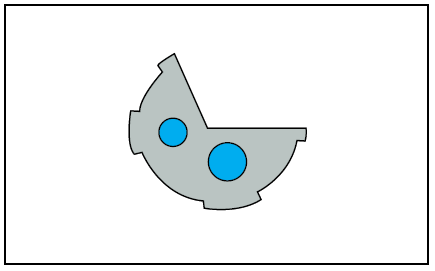
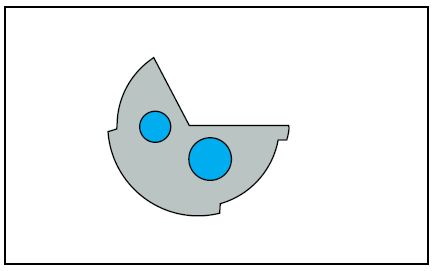
Geeignet für Gusseisen (in der Regel beschichtet) und Aluminiumlegierungen/ Kann zum Querbohren, für schrägen Ein- oder Austritt und für unterbrochenen Schnitt verwendet werden. Große Kühlmittelabstände zwischen den Führungsleisten.
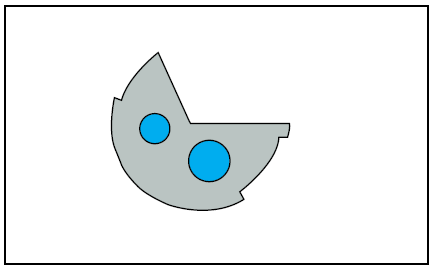
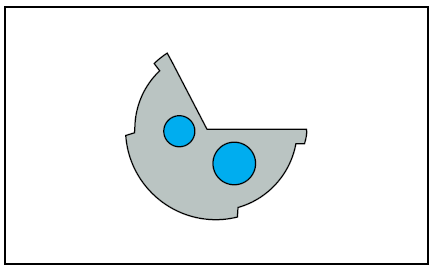
Hervorragende Größenkontrolle, für hochpräzise Bohrungstoleranz. Wird für Gusseisen und Aluminiumlegierungen verwendet.
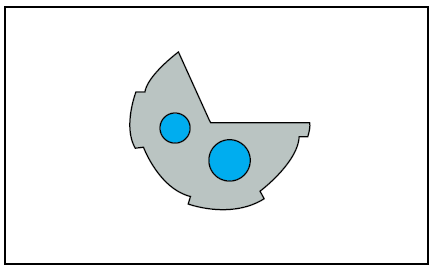
Für schrägen Eintritt oder Austritt. Großer rückseitiger Konus, für schrumpfende Werkstückstoffe wie Legierungen und rostbeständigen Stahl. Große Kühlmittelabstände zwischen den Führungsleisten.
Nur für Gusseisen geeignet. Sehr effektiv bei Grauguss (in der Regel beschichtet).
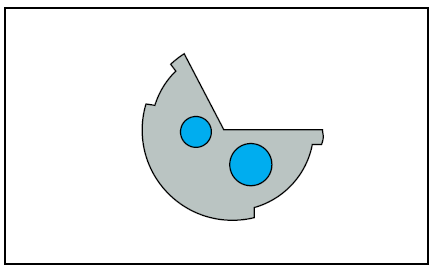
Allgemeine Anwendungen, für Legierungen und rostbeständigem Stahl. Dieses Profil beseitigt das Problem, dass das Werkzeug in der Bohrung stecken bleibt, nachdem die äußere Schneide stumpf geworden ist. Besonders geeignet für Kurbelwellen und andere geschmiedete Werkstückstoffe. Empfohlen für genaue Geradheit der Bohrung.
Empfohlen für alle Nichteisen- und Gusseisenwerkstoffe bis zu einem Durchmesser von 5 mm. In manchen Fällen auch für Holz und Kunststoff mit größerem rückseitigem Konus verwendet.
Wird für Aluminium und Messing verwendet, um die beste Bohrungsgüte zu erzielen. Für Querbohrungen und unterbrochene Schnitte oder wenn zusätzliche Führung am Außendurchmesser und Glättung erforderlich ist.