Standard Gundrill Head Profiles
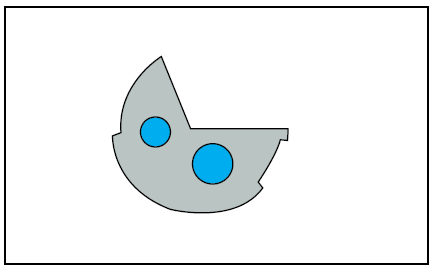
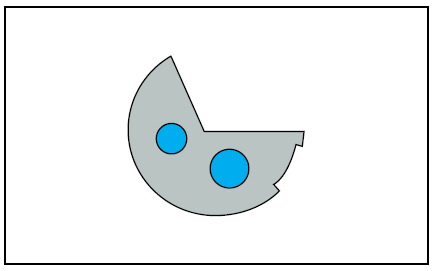
Géométrie standard pour la plupart des matières, particulièrement celles qui ont tendance à la rétractation. Recommandée pour les hautes tolérances d’alésage et de rectitude. Garantit la précision à la sortie du trou. Recommandée lorsqu’un canon de guidage est nécessaire.
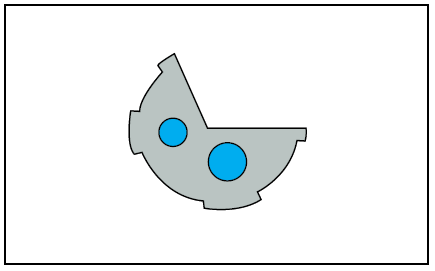
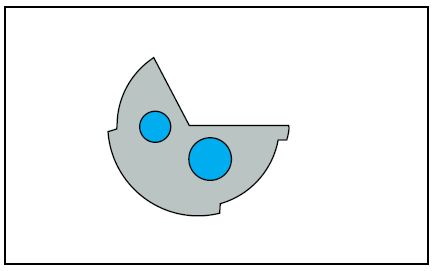
Utilisé dans la fonte (habituellement revêtu) et dans les alliages d’aluminium. Peut être employé dans les trous sécants, les entrées et sorties en pente et les coupes interrompues. Jeu important entre les patins pour le passage du lubrifiant.
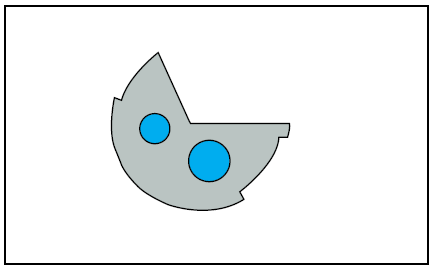
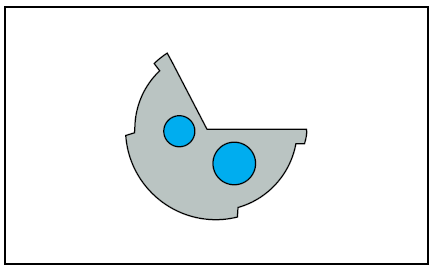
Excellent contrôle de la taille des trous, pour les tolérances très serrées. Utilisé dans la fonte et les alliages d’aluminium.
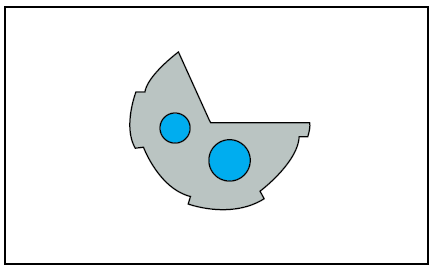
Utilisé pour les entrées et sorties en pente. Conicité importante, pour les matières avec une tendance à la rétractation comme certains types d’aluminium et d’aciers inoxydables. Jeu important entre les patins pour le passage du lubrifiant.
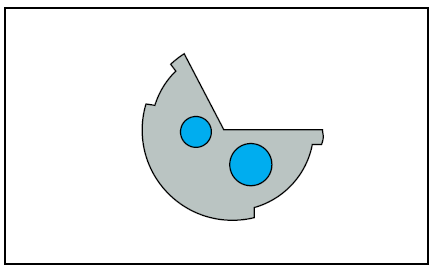
Uniquement utilisable dans la fonte. Très efficace dans la fonte grise (habituellement revêtu).
Utilisation générale, pour aciers alliés et inoxydables. Ce profil élimine le problème de collage de l’outil dans le trou lorsque la pointe extérieure s’émousse. Particulièrement utilisé dans les vilebrequins ou autres matériaux forgés. Recommandé pour une circularité précise du trou
Recommandé pour tous les matériaux non-ferreux et les fontes jusqu’à un diamètre de 5mm. Parfois utilisé dans le bois et les matières plastiques avec un grand angle de dépincement.
Utilisé dans l’aluminium et le laiton pour un meilleur état de surface. Pour les trous sécants et les coupes interrompues ou lorsque l’alésage doit être bagué ou poli.