ISO TURN INSERTS
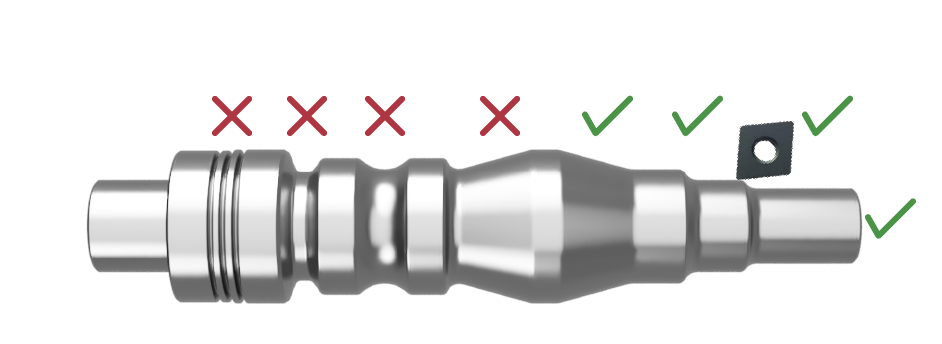
C Type Insert
C Type (80° diamond) inserts are commonly used in turning operations due to their versatility and effectiveness.
Here are some advantages in turning:
Versatility
Cutting Edge Strength
High Cutting Parameters
Cost-Effective
Applicability
Disadvantages of C type inserts in turning:
Limited Shape
Reduced Cutting Stability
Higher Cutting Forces
Surface Finish and Tolerance Limitations
It’s important to note that the advantages and disadvantages listed here are general observations and may vary based on specific machining conditions, workpiece materials, and machine tool capabilities. Manufacturers and machinists should consider these factors along with their specific requirements when choosing the appropriate inserts for turning operations.
W Type Insert
W type inserts (with 80° edge angle) are commonly used in turning operations, particularly for roughing and semi-finishing applications. Due to their versatility and effectiveness these inserts have specific advantages and disadvantages that are important to consider.
Advantages of W type Inserts in Turning:

Versatility
Cutting Edge Strength
High Cutting Speeds, Depth of cut and Feeds
Cost-Effective
Applicability
Disadvantages of W type Inserts in Turning:
Limited Finishing Capability
Higher Cutting Forces
Limited Precision
Overall, W type inserts offer versatility, good cutting edge strength and cost-effectiveness, making them a very popular choice for roughing and semi-finishing turning operations. However, their limitations in finishing cuts, higher cutting forces, limited precision and size constraints should be considered when selecting the appropriate insert for a specific turning application.
D Type Insert
D type inserts, also known as diamond-shaped 55°, are widely used in turning operations.
Advantages of D type Inserts in Turning:

Versatility
Cutting Edge Strength
Cutting Performance
Cost-Effective
Applicability
Disadvantages of D type Inserts in Turning:
Fragility
Tool Pressure
Limited Clearance
Surface Finish and Parts accuracy
It’s important to note that the advantages and disadvantages of D type inserts can vary depending on the specific cutting conditions, workpiece material, and the intended application. Manufacturers and machinists should consider these factors alongside their specific requirements to make informed decisions about insert selection.
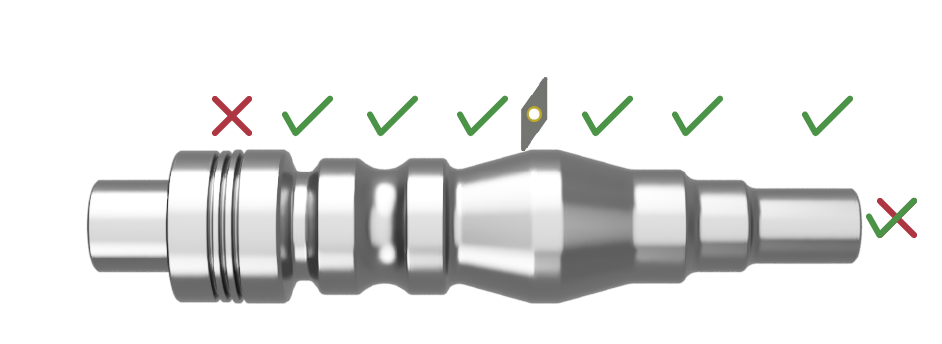
V Type Insert
V Type inserts, have a distinct shape with a 35° cutting edge.
Here are the advantages and disadvantages of using V-shaped inserts in turning:
Advantages:
Smooth Cutting Action
Cost Efficiency
Versatility
Surface Finish and Parts accuracy
Applicability
Disadvantages of V type Inserts in Turning:
Limited Cutting Edge Strength
Reduced Depth of Cut
Hardened materials
It’s important to note that the advantages and disadvantages of V-shaped inserts can vary depending on the specific application, cutting conditions, and the material being machined. Proper tool selection and setup, along with considerations for cutting parameters, are essential for achieving the best results.