Determinar las Herramientas para el Mecanizado de Componentes Aeroespaciales
En el mecanizado de componentes aeroespaciales, los principales desafíos se relacionan con los materiales tales como los Composites, Titanio, Superaleaciones de Alta Temperatura (HTSA) y aceros de Alta Resistencia, que son difíciles de cortar y convierten el mecanizado en un verdadero cuello de botella en toda la cadena de suministro de aeronaves. La mala maquinabilidad de estos materiales resulta en bajas velocidades de corte, que reducen significativamente la productividad y acortan la vida útil de las herramientas. Ambos factores están conectados directamente con las herramientas de corte. De hecho, cuando se trata de materiales aeroespaciales difíciles de mecanizar, la funcionalidad de la herramienta de corte es la que define el nivel real de productividad. La verdad es que las herramientas de corte en su desarrollo van algo por detrás de las máquinas herramienta modernas, y esta brecha de desarrollo limita las capacidades de las máquinas de vanguardia en la fabricación de componentes aeroespaciales.
Los aviones modernos, especialmente los vehículos aéreos no tripulados (UAV), cuentan con una proporción considerablemente mayor de materiales compuestos. Los compuestos de materiales eficaces exigen herramientas de corte específicas, que son el foco de un salto tecnológico en la industria aeroespacial.
El aluminio sigue siendo un material ampliamente utilizado para elementos de fuselaje. Puede parecer que el mecanizado de aluminio es simple, sin embargo, la selección de la herramienta de corte correcta es una clave necesaria para el éxito en el mecanizado de alta eficiencia para el aluminio.
Una forma de pieza compleja es una característica específica de la tecnología del motor de turbina. Las partes geométricamente complicadas de los motores aerodinámicos funcionan en entornos altamente corrosivos y están hechas de materiales difíciles de mecanizar, como titanio y HTSA, para garantizar el ciclo de vida necesario. La combinación de forma compleja, baja maquinabilidad del material y requisitos de alta precisión son las principales dificultades para producir estas piezas. Los actuales centros de mecanizado multieje permiten varias estrategias de corte para proporcionar perfiles complejos de una manera muy eficaz. Pero una herramienta de corte, que entra en contacto directo con la pieza, tiene un fuerte impacto en el éxito del mecanizado. El desgaste intensivo de la herramienta afecta a la precisión dimensional y de la superficie, mientras que una rotura imprevisible de la herramienta puede provocar el descarte de toda una pieza.
Las máquinas multitarea avanzadas, los tornos de tipo suizo y los tornos fresadores y multitarea han cambiado profundamente la fabricación de piezas pequeñas de varios sistemas hidráulicos y neumáticos, actuadores y accesorios, que se utilizan en las aeronaves. En consecuencia, la industria aeroespacial requiere cada vez más herramientas de corte diseñadas específicamente para que dichas máquinas logren la máxima eficiencia de mecanizado.
Una herramienta de corte – el elemento más pequeño de un sistema de fabricación – se convierte en un pilar clave para mejorar sustancialmente el rendimiento. Por lo tanto, los fabricantes de piezas aeroespaciales y los fabricantes de máquinas herramienta están esperando de los fabricantes de herramientas soluciones innovadoras para nuevos niveles optimizados de extracción de material. Los objetivos de la solución son evidentes: más productividad y más vida útil de las herramientas. Las formas complejas de muchas piezas aeroespaciales específicas y componentes de fuselaje de gran tamaño, exigen un período de vida útil predecible de la herramienta para una planificación fiable del proceso y un reemplazo bien cronometrado de las herramientas desgastadas o sus componentes de corte intercambiables.
El fabricante de herramientas de corte tiene una selección limitada de fuentes para encontrar una solución ideal y dispone de: materiales para la herramienta de corte, diseño de geometrías de corte, y un diseño robusto e inteligente como los instrumentos principales para progresar. El fabricante de herramientas de corte realiza todos los esfuerzos para proporcionar una nueva generación de herramientas para satisfacer los crecientes requisitos de la industria aeroespacial. COVID 19 ha ralentizado seriamente el desarrollo de esta industria, pero esto no hace que las demandas de la industria sean menos reales. Los últimos diseños de herramientas son una buena prueba de la respuesta del fabricante de herramientas de corte a la demanda de producción de componentes aeroespaciales.
La importancia del refrigerante
En el mecanizado de titanio, HTSA (Aleaciones de Alta Temperatura) y acero resistente a la maquinabilidad, la Refrigeración a Alta Presión (HPC) es una “herramienta” eficiente para mejorar el rendimiento, la vida de la herramienta y aumentar la productividad. La HPC reduce significativamente la temperatura en el filo, garantiza una mejor formación de virutas y las proporciona en pequeños fragmentos. Esto contribuye a mayores parámetros de corte y una mejor vida útil de la herramienta en comparación con los métodos de refrigeración convencionales. Una aplicación cada vez más intensiva de HPC al mecanizado de materiales difíciles de cortar es una tendencia clara en la fabricación de componentes aeroespaciales. Comprensiblemente, los fabricantes de herramientas de corte consideran que las herramientas HPC son una dirección importante de desarrollo.
ISCAR, uno de los líderes en la fabricación de herramientas de corte, dispone de la más amplia gama de productos para el mecanizado con HPC. En el último año, ISCAR ha ampliado incluso su amplia gama mediante la introducción de nuevas fresas, que equipan plaquitas cambiables HELI200 y HELIMILL con 2 filos de corte (Fig.1) con multi-conductos de refrigeración orientados a los filos. Este paso actualiza toda una mítica página del historial en la línea de fresado de productos de ISCAR.
En la década de 1990, ISCAR introdujo HELIMILL, una familia de herramientas de fresado de plaquita cambiable, que equipan plaquitas con un filo helicoidal. Este diseño proporciona ángulos constantes y progresivos de corte a lo largo de todo el filo, que es positivo, y resultan en un corte suave y ligero, con una reducción significativa en el consumo de energía. El principio HELIMILL se convirtió en un concepto reconocido en el diseño de las fresas de fijación mecánica de 90°.
HELIMILL fue modificado y sometido a cambios que condujeron a muchos más innovativos programas de fresado y con plaquitas con más filos de corte. El excelente rendimiento y sus derivados cercanos de las herramientas originales aseguraron su fenomenal popularidad en metalurgia. Por lo tanto, al agregar un diseño moderno de herramientas HPC a la probada familia HELIMILL fue una respuesta directa a la demanda del cliente y la siguiente línea lógica de herramientas a desarrollar.
En Torneado, en Iscar hemos ampliado considerablemente la línea de herramientas modulares, compuestas por barras y cabezales intercambiables con plaquitas intercambiables. Mediante una conexión dentada, estas herramientas se adaptan a una amplia gama de cabezales con una gama de geometrías de plaquitas diferentes, incluyendo roscado y plaquitas de torneado ISO estándar para diferentes aplicaciones para una mayor flexibilidad.
Las barras tienen diseños tradicionales junto a antivibratorios y difieren por su adaptación: mango cilíndrico o poligonal. Una característica común para las herramientas modulares es la entrega de refrigerante interno que alcanza directamente al filo de corte de plaquita (Fig. 2). Dependiendo del diámetro de las herramientas con mango cilíndrico, la presión máxima del refrigerante varía de 30 a 70 bares, mientras que las herramientas con acople cónico poligonal (Camfix o Capto) facilitan ”ultra HPC” a una presión de hasta 300 bares. La distribución eficiente del refrigerante aumenta la vida útil de la herramienta y de la plaquita al reducir la temperatura y realiza el control y evacuación la de viruta; es vital aumentar sustancialmente esta línea de aplicación en la industria aeroespacial.
Soluciones en Taladrado
El mecanizado de materiales compuestos (composites) presenta varias trampas y escollos. La alta abrasividad de los compuestos intensifica la tasa de desgaste, lo que acorta la vida útil de la herramienta y afecta al rendimiento. El taladrado es la operación de corte más común en los materiales compuestos, por lo tanto, incluso una pequeña mejora en la funcionalidad de las herramientas de taladrado es de importancia clave.
ISCAR desarrolló una gama de nuevas brocas destinadas especialmente a materiales compuestos. Para aumentar la resistencia a la abrasión, estas brocas tienen los filos de corte con una lámina de diamante policristalino (PCD) de forma soldada o mediante recubrimiento de diamante. Dependiendo del diámetro de la broca, el filo de corte PCD es en lámina soldado o recambiable; y en ambos casos es adecuado para ser reafilado hasta 5 veces. Las brocas de metal duro integral recubiertas de diamante CVD son atractivas debido a otra característica de diseño específica: la forma ondulada de los bordes de corte principales. En el mecanizado de materiales compuestos, una herramienta produce más “desgrane” que un efecto claro de corte. La forma ondulada del filo reduce considerablemente la “delaminación “, roturas de fibras y las rebabas, especialmente al taladrar compuestos reforzados con fibra de carbono (CFRP) y laminados de carbono.
Además de los compuestos, las brocas recubiertas de diamante son adecuadas para el mecanizado de otros materiales de alta abrasividad. Si es necesario, estas brocas se pueden realizar de forma opcional con agujeros de refrigerante.
El taladrado de agujeros profundos y pequeños en diámetro es una operación común en la fabricación de otros componentes aeroespaciales. Las nuevas brocas de metal duro integral de Iscar en el rango de diámetro de 3 a 10 mm (Fig. 3) están destinadas específicamente a tal operación. La combinación de una geometría de punta autocentrante, un diseño de doble guía en la periferia, canales pulidos, un recubrimiento multicapa y agujeros para la refrigeración interna, proporcionan una notable familia de herramientas para taladros eficaces hasta profundidades de hasta 50 veces el diámetro aceros austeníticos y resistentes, difíciles de cortar y aleaciones base hierro.
Frente a cualquier complejidad
Los álabes de turbinas de aeromotores y compresores, impulsores y rotores tienen una forma muy compleja por los requisitos aerodinámicos. Los nuevos desarrollos, que están dirigidos a mejorar la eficiencia, se suman a esta complejidad. El avance de la tecnología trajo nuevos métodos para producir piezas pre-formadas, en particular la impresión 3D, que disminuyen significativamente el exceso de material que se elimina por mecanizado. Sin embargo, el mecanizado sigue siendo el método más común para el proceso de modelado final en la fabricación de componentes aeroespaciales geométricamente complejos. El progreso en los sistemas de mecanizado de 5 ejes y CAD/CAM ha enriquecido el conjunto de soluciones del fabricante para superar las dificultades en la producción de componentes.
Las fresas en forma de “barril” tienen buenas perspectivas en el mecanizado de 5 ejes de componentes aeroespaciales con superficies complejas. ISCAR ha desarrollado una serie de fresas en forma de barril de 8 - 16 mm de diámetro en dos configuraciones diseñadas: fresas con mango de metal duro integral y cabezas intercambiables con una conexión roscada Multi-Master. La introducción de estas herramientas en los procesos de mecanizado es una de las principales ventajas en la reducción importante de las pasadas de acabado, mejora de la calidad superficial y reducción del tiempo de mecanizado.
La prometedora Multitarea
La eficacia del proceso de eliminación del material en máquinas compactas multitarea y modernos tornos de tipo suizo (cabezal móvil) dependen en gran medida correcta selección del herramental. Las demandas para aumentar la productividad requieren la máxima rigidez de la sujeción de la herramienta y un espacio de trabajo limitado para minimizar el voladizo de la herramienta.
Recientemente, Iscar presentó NEOCOLLET, una nueva familia de portaherramientas, que proporciona una alternativa a las herramientas de sujeción con pinzas elásticas. Uno de los portaherramientas típicos de esta familia tiene un vástago cónico que se puede montar directamente en un mandril porta-pinza (Fig.4), lo que garantiza una conexión muy rígida y fiable para mejorar el rendimiento de la herramienta en materiales complicados. La nueva familia incluye los acoples ISCAR T-SLOT y pequeñas cabezas de fresado planeado de metal duro integral.
Como se mencionó, la aplicación de refrigeración a alta presión puede mejorar sustancialmente los resultados del mecanizado, especialmente cuando se trata de titanio, HTSA y acero inoxidable difícil de cortar – siendo estos materiales los principales para los sistemas hidráulicos y neumáticos de aeronaves y accesorios de tamaño ligero. Las nuevas herramientas de torneado con mango cuadrado y un mecanismo de sujeción de tornillo fiable para plaquita rómbica de 55° facilitan el HPC (Refrigeración a Alta Presión) en operaciones de torneado general en piezas de pequeño diámetro (Fig. 5).
Los ejemplos dados ilustran cómo el fabricante de herramientas trata de encontrar soluciones más eficaces para satisfacer los nuevos requisitos de la industria aeroespacial. La desaceleración en el crecimiento de la industria y la reducción de la producción de aeronaves causada por COVID 19 no ha disminuido el enfoque del fabricante de herramientas en las necesidades de socios clientes. Por el contrario, se han desarrollado nuevas herramientas de corte progresivo e ISCAR encontrará, sin duda con éxito, nuevas aplicaciones que mejorarán la producción de las aeronaves del mañana.
 [Fig. 1]
[Fig. 1]
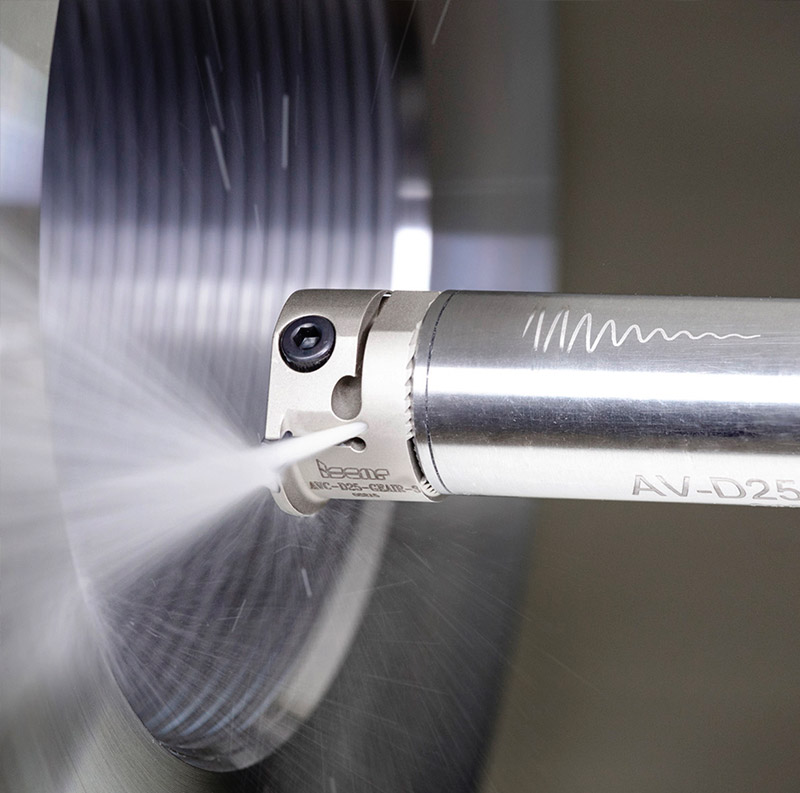 [Fig. 2]
[Fig. 2]
 [Fig. 3]
[Fig. 3]
 [Fig. 4]
[Fig. 4]
 [Fig. 5]
[Fig. 5]