El desarrollo de la línea de herramientas MULTI-MASTER de ISCAR tuvo un gran impacto en el mundo de las herramientas de corte de metales a finales del siglo pasado. El concepto de la familia MULTI-MASTER se basa en un contacto frontal entre la cabeza de metal duro y el mango, el centrado de la cabeza con un cono corto y su fijación al mango mediante una conexión roscada. Este último elemento se ha convertido en un referente para las fijaciones de las cabezas de metal duro en herramientas modulares. El éxito del diseño de la rosca de metal duro permite que las sustituciones de las cabezas sean rápidas y simples, formando una herramienta muy fácil de utilizar y que responde al lema de ISCAR “sin puesta a punto”. La conexión roscada se introdujo rápidamente en varios sistemas de montaje de herramientas con cabezas de metal duro intercambiables, siendo hoy un estándar de la industria.
Al principio, la línea MULTI-MASTER se diseñó específicamente para aplicaciones de fresado orientadas a la industria de Moldes y Matrices. Poco tiempo después, las industrias de automoción, aeronáutica y de mecanizado general incluyeron la línea MULTI-MASTER de ISCAR en sus procesos productivos. El fresado sigue siendo el principal mercado de esta línea, aunque ahora también existen opciones para operaciones de taladrado. La línea MULTI-MASTER se ha ampliado considerablemente, y ahora incluye una amplia gama de aplicaciones, como taladrado, avellanado y chaflanado de agujeros. Mirando 20 años atrás, parece que MULTI-MASTER ha encontrado también un lugar en aplicaciones de mecanizado de agujeros con soluciones muy efectivas.
Hay dos tipos de cabezas MULTI-MASTER: Las del primer tipo tienen la misma forma que las fresas multidiente, pero se diferencia en la longitud de los filos de corte y en la total. El aumento del número de labios de la cabeza hace que el corte sea más estable y productivo. Las cabezas de este primer tipo se fabrican a partir de Blanks cilíndricos escalonados mediante una operación de rectificado. Las del segundo tipo se moldean previamente por prensado y sinterizado con un sobredimensionamiento mínimo. Una operación final de rectificado define la forma final de las cabezas MULTI-MASTER y su precisión. Las cabezas de este tipo sólo tienen dos labios caracterizados por su elevada resistencia, permitiendo un mayor avance por diente que el de las cabezas del primer tipo. La tecnología de sinterizado de Iscar posibilita la fabricación de cabezas MULTI-MASTER con formas geométricas complejas.
La cabeza monta en un cuerpo que puede ser integral (mango) o un conjunto formado por el mango, extensiones y reductores. El cuerpo es una herramienta integral rotativa de sección cilíndrica o cónica, sin labios, que facilita la evacuación de virutas. Las cabezas de taladrado MULTI-MASTER están recomendadas para agujeros relativamente poco profundos. Aunque esto pudiera limitar las aplicaciones de taladrado, en el caso de agujeros poco profundos, cuando debido a la forma de la pieza o a la fijación sea necesario un gran voladizo de la herramienta, MULTI-MASTER es más rígida que una broca con labios convencional.
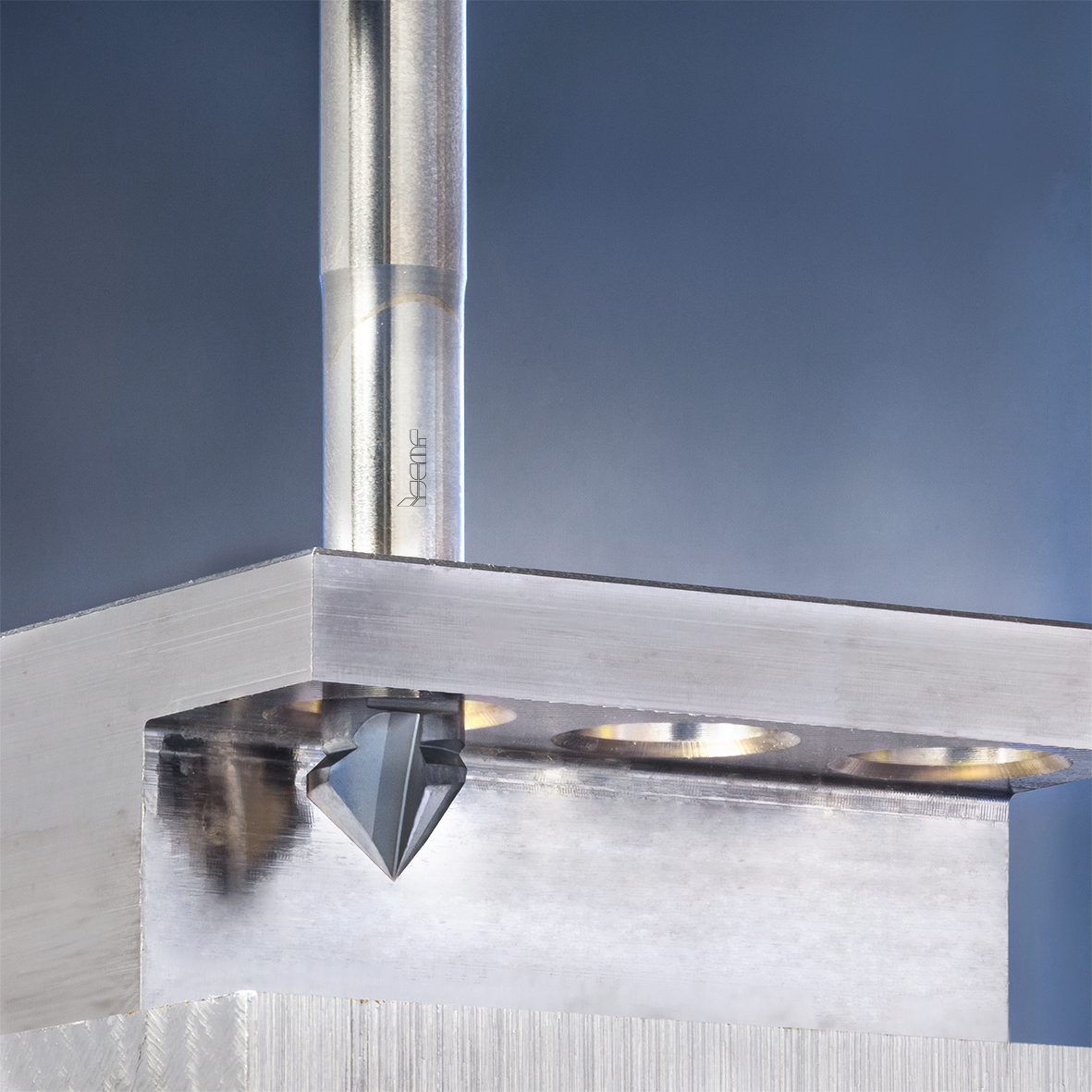
Las cabezas de dos labios MM HCD están muy por encima de otros productos MULTI-MASTER para taladrado. Estas extremadamente versátiles cabezas se fabrican con diferentes ángulos de punta (60º, 80º, 90º, 100º y 120º) para cubrir una amplia gama de aplicaciones, como taladrado al centro, punteado, chaflanado de agujeros y avellanado. Mecanizan agujeros cónicos para remaches, pernos y tornillos avellanados según las normas ISO/DIN/ANSI. Si existe un agujero previo, la eficiencia del avellanado se puede incrementar utilizando cabezas multidiente MM EDF que aumentan la productividad del chaflanado. Para el chaflanado o rebarbado posterior de un agujero, las cabezas de chaflanado de doble cara MULTI-MASTER son la solución.
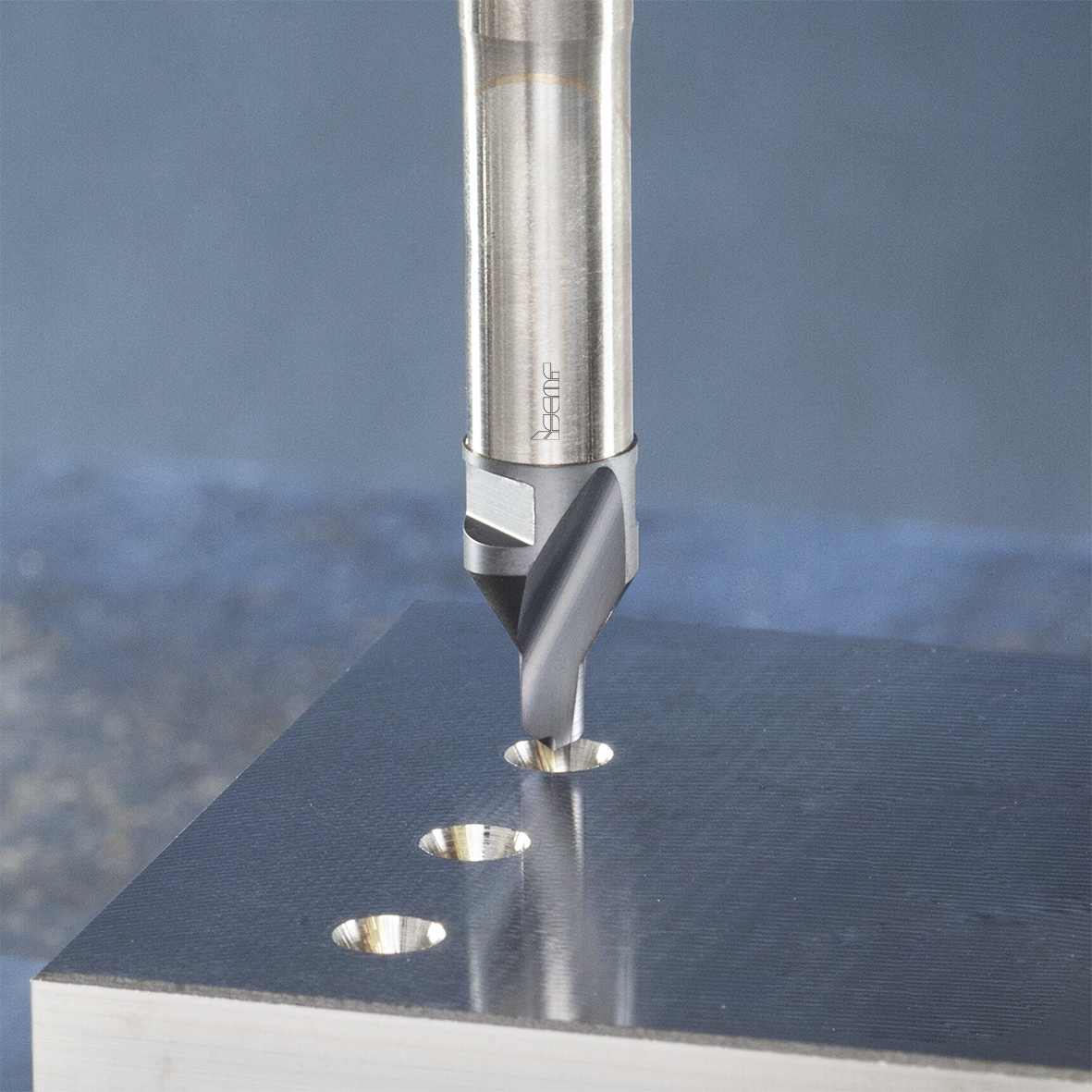
El taladrado punteado es una de las operaciones de mecanizado de agujeros más habituales. Las brocas de punteado de doble punta fabricadas en Acero Rápido han sido las más comúnmente utilizadas en los últimos años debido a su bajo coste. Las nuevas cabezas de punteado al centro MULTI-MASTER de metal duro han ganado una innegable popularidad al proporcionar una mayor duración de la herramienta y una mayor productividad, incluso en condiciones de corte extremas. Las brocas de punteado NC son también muy populares. Caracterizadas por su pequeña profundidad de corte, estas herramientas se utilizan principalmente en máquinas CNC para realizar agujeros previos que permiten un taladrado preciso sin necesidad de utilizar casquillos guía. Las cabezas de punteado MULTI-MASTER NC ofrecen grandes ventajas en el mecanizado de agujeros poco profundos. Un fino núcleo en la punta de la cabeza evita que la broca se desplace durante las operaciones de mecanizado. Además, gracias al ángulo de punta de 90 grados, estas cabezas también se pueden utilizar para el chaflanado de agujeros.
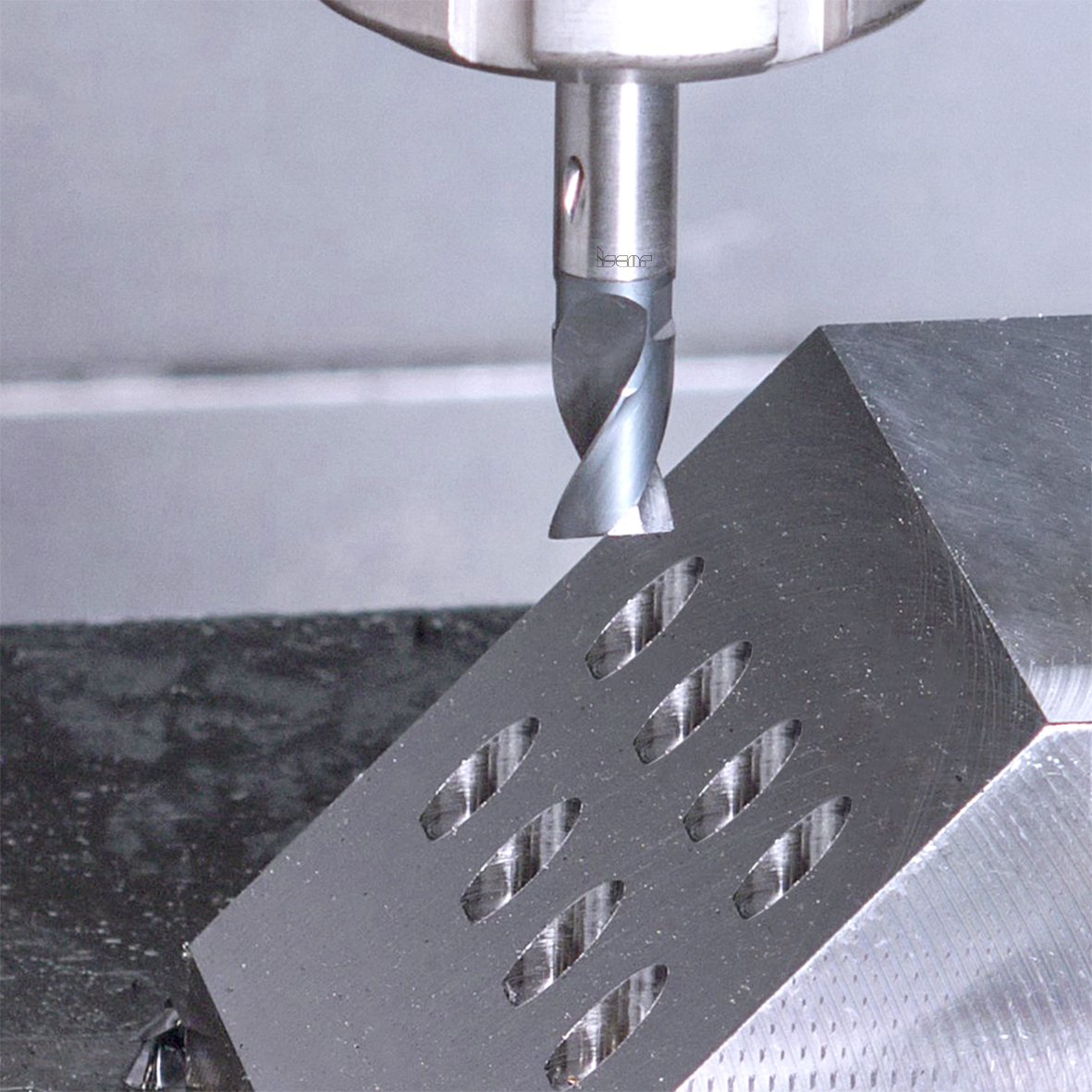
Los agujeros de fondo plano son muy habituales en múltiples aplicaciones, como alojamientos de resortes, cabezas de tornillos Allen y asientos de juntas, entre otras. La forma de producir este tipo de agujeros es simplemente taladrando con brocas de fondo plano. Para profundidades de taladrado inferiores a 1.2 veces el diámetro, MULTI-MASTER dispone de cabezas de dos labios que pueden producir agujeros en superficies inclinadas y tienen una geometría de corte muy versátil que les permite mecanizar la mayoría de los materiales habitualmente utilizados. Durante las últimas décadas, MULTI-MASTER has ampliado rápidamente su campo de aplicación y se ha establecido como una herramienta efectiva, también para el mecanizado de agujeros. Este concepto de ingeniería de ISCAR, que permite más de 40.000 opciones de herramientas, se ha convertido en mucho más que una línea de fresado, y ofrece una gran cantidad de opciones de taladrado, cumpliendo la premisa de ISCAR “Sin Puesta a Punto” y garantizando una rápida sustitución del elemento de corte con el mínimo tiempo de inactividad de máquina.