
Page 12 - MILLING_CATALOG_INCH_2022_P361-P592
P. 12
SLOTTING & SLITTING CUTTERS
RE
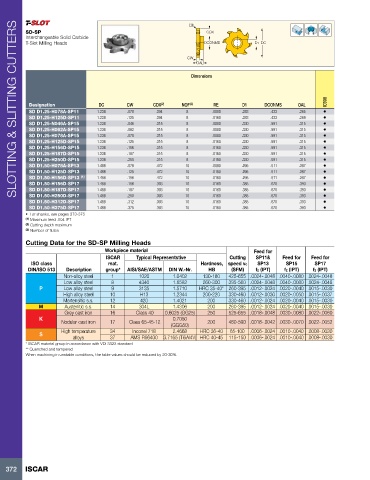
SD-SP CDX
Interchangeable Solid Carbide
T-Slot Milling Heads DCONMS D1 DC
CW
OAL
Dimensions
IC908
Designation DC CW CDX (2) NOF (3) RE D1 DCONMS OAL
SD D1.25-H078A-SP11 1.238 .078 .394 8 .0080 .283 .433 .265 •
SD D1.25-H125D-SP11 1.238 .125 .394 8 .0160 .283 .433 .269 •
SD D1.25-N046A-SP15 1.238 .046 .315 8 .0080 .330 .591 .315 •
SD D1.25-H062A-SP15 1.238 .062 .315 8 .0080 .330 .591 .315 •
SD D1.25-H078A-SP15 1.238 .078 .315 8 .0080 .330 .591 .315 •
SD D1.25-H125D-SP15 1.238 .125 .315 8 .0160 .330 .591 .315 •
SD D1.25-H156D-SP15 1.238 .156 .315 8 .0160 .330 .591 .315 •
SD D1.25-H187D-SP15 1.238 .187 .315 8 .0160 .330 .591 .315 •
SD D1.25-H250D-SP15 1.238 .250 .315 8 .0160 .330 .591 .315 •
SD D1.50-H078A-SP13 1.488 .078 .472 10 .0080 .295 .511 .287 •
SD D1.50-H125D-SP13 1.488 .125 .472 10 .0160 .295 .511 .287 •
SD D1.50-H156D-SP13 (1) 1.488 .156 .472 10 .0160 .295 .511 .287 •
SD D1.50-H156D-SP17 1.488 .156 .393 10 .0160 .385 .670 .393 •
SD D1.50-H187D-SP17 1.488 .187 .393 10 .0160 .385 .670 .393 •
SD D1.50-H250D-SP17 1.488 .250 .393 10 .0160 .385 .670 .393 •
SD D1.50-H312D-SP17 1.488 .312 .393 10 .0160 .385 .670 .393 •
SD D1.50-H375D-SP17 1.488 .375 .393 10 .0160 .385 .670 .393 •
• For shanks, see pages 373-375
(1) Maximum feed .004 IPT
(2) Cutting depth maximum
(3) Number of flutes
Cutting Data for the SD-SP Milling Heads
Workpiece material Feed for
ISCAR Typical Representstive Cutting SP11& Feed for Feed for
ISO class mat. Hardness, speed vc SP13 SP15 SP17
DIN/ISO 513 Description group* AISI/SAE/ASTM DIN W.-Nr. HB (SFM) fz (IPT) fz (IPT) fz (IPT)
Non-alloy steel 1 1020 1.0402 130-180 425-655 .0024-.0048 .0040-.0080 .0024-.0048
Low alloy steel 8 4340 1.6582 260-300 395-560 .0024-.0048 .0040-.0080 .0024-.0048
P Low alloy steel 9 3135 1.5710 HRC 35-40* 260-395 .0012-.0024 .0020-.0040 .0015-.0030
High alloy steel 10 H13 1.2344 200-220 330-460 .0012-.0030 .0020-.0050 .0015-.0037
Martensitic s.s. 12 420 1.4021 200 330-460 .0012-.0024 .0020-.0040 .0015-.0030
M Austenitic s.s. 14 304L 1.4306 200 260-395 .0012-.0024 .0020-.0040 .0015-.0030
Grey cast iron 16 Class 40 0.6025 (GG25) 250 525-655 .0018-.0048 .0030-.0080 .0022-.0060
K 0.7050
Nodular cast iron 17 Class 65-45-12 200 460-590 .0018-.0042 .0030-.0070 .0022-.0052
(GGG50)
High temperature 34 Inconel 718 2.4668 HRC 36-40 65-100 .0006-.0024 .0010-.0040 .0008-.0030
S
alloys 37 AMS R56400 3.7165 (Ti6Al4V) HRC 40-45 115-150 .0006-.0024 .0010-.0040 .0008-.0030
* ISCAR material group in accordance with VDI 3323 standard
** Quenched and tempered
When machining in unstable conditions, the table values should be reduced by 20-30%.
372 ISCAR