Унікальні позитивні двосторонні пластини ISCAR - економічна альтернатива ISO-інструменту
У заголовку цієї статті згадується термін, який останнім часом широко використовується в статтях комерційного характеру або ж в публіцистичних матеріалах з виражено рекламним контекстом. Що ж означає термін «позитивна геометрія» стосовно до ріжучих інструментів? На думку фахівців компанії ISCAR - це нічого не значущий набір слів до тих пір, поки автор не уточнить: чи має він на увазі геометрію тільки ріжучої крайки інструменту або ж геометрію ріжучої пластини в цілому. А можливо, мова йде і про спеціальне розташування цілком собі «негативних» ріжучих пластин на корпусі різця або фрези, яке призводить до наявності заднього кута під час врізання та виходу інструменту із металу, що сприяє зниженню зусиль різання.
В даному матеріалі технологи компанії «Іскар Україна» дозволили собі опертися не тільки на практичний досвід компанії ISCAR, яка одна з перших зробила крок на світову арену з фігурною геометрією пластин типу APKT в 80-90-х роках ХХ століття, а й на теоретичні основи процесу різання металів. Отже:
Сутність обробки металів різанням полягає у видаленні з поверхні заготівлі зайвої частини металу (припуску). Заготівля, перетворюючись у виріб, набуває необхідної форми з передбаченими кресленням розмірами та шорсткістю поверхні. При цьому геометрія обраного інструменту безпосередньо впливає на процес обробки (з Теорії машинобудування, рис. 1).
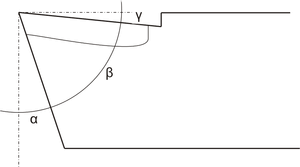 Рис. 1. Головна січна площина різця
Рис. 1. Головна січна площина різця
Кут загострення β - кут між передньою та задньою поверхнею різця. Його збільшення підвищує міцність інструменту.
Задній кут α - кут між задньою поверхнею різця та площиною різання. Збільшення даного параметру призводить до скорочення тертя між заготівлею та інструментом, а також зменшує сили різання. Великий задній кут (в залежності від застосування - від 3° до 12°) дозволяє отримати високу чистоту оброблюваної поверхні. Однак занадто великий задній кут зменшує міцність ріжучої крайки. Такі різці підходять для прецизійної обробки з невеликими силами різання матеріалів, схильних до зміцнення.
Передній кут γ кут між передньою поверхнею різця та площиною, перпендикулярною площині різання, що проходить через передню поверхню. Збільшення кута γ сприяє зниженню сил різання, при цьому ріжуча крайка стає гострішою, полегшується видалення стружки, менше нагрівається інструмент. Крім того, знижується його знос, а підвищення режимів різання сприяє збільшенню продуктивності обробки. Однак, з іншого боку, великий кут γ зменшує поперечний переріз ріжучої крайки, в результаті - знижується її міцність, що може привести до поломки. Різці такого типу рекомендуються для обробки м'яких матеріалів, а також для прецизійної обробки.
Крім того, дуже важливо, щоб геометричні параметри різального інструменту забезпечували хороший контроль утворення стружки. Для розробки та створення правильних геометрій пластин кращі світові виробники інструменту намагаються максимально використовувати нові й ефективні технології.
Поверхня, що забезпечує контроль утворення стружки, являє собою поєднання увігнутих та опуклих елементів: канавок, виступів та ін. Отримання такої поверхні шліфуванням - досить дорогий процес, який, до того ж, має безліч обмежень. У зв'язку з цим перші покоління ріжучих багатогранних пластин були плоскими. Порошкова металургія та сучасні технології CAD-проектування, що застосовуються в центрі розробок ISCAR, дозволяють створювати інструменти практично будь-якої форми, рекомендованої технологами та конструкторами компанії. Інтеграція комп'ютеризованих виробничих систем та обладнання для виготовлення пластин методом спікання дозволила добитися повторюваності та стабільності даних процесів. З'явилася можливість використання інструменту складної форми без ризику виникнення тріщин. Компанією створена технологічна база для формування та впровадження найскладніших геометрій змінних пластин фігурної форми. В результаті постійних інновацій та завдяки співпраці з кращими машинобудівними компаніями світу, компанії IMC вдається створювати все більш ефективні багатогранні ріжучі пластини з правильно сформованим, стійким до навантажень позитивним переднім кутом.
Серед новинок 2019 року з'явилися дуже цікаві рішення, які тільки за рахунок заміни ріжучих пластин (без заміни державок) дозволять клієнтам отримати моментальну економію на закупівлях і підвищити продуктивність:
• пластини CXMG з серії LOGIQ4TURN призначені для обробки сталей
• пластини VNGU, CNGX, CNGG з серії ALUPTURN призначені для алюмінію та інших кольорових металів.
Дані інструментальні рішення від ISCAR забезпечують зняття такого ж припуску, як і стандартні позитивні пластини з лінійки ISO. Але при цьому вони більш вигідні для виробничників завдяки двом додатковим ріжучих крайкам.

Серія інструменту LOGIQ4TURN є ефективною альтернативою традиційному інструменту, який відповідає загальним для всіх виробників стандартам ISO. Економія для підприємств стала можливою завдяки подвоєній кількості різальних крайок. За рахунок цього, кожна пластина здатна обробити в два рази більше деталей, маючі ті самі властивості по стійкості, що й одностороння пластина.
Економічне рішення ISCAR у вигляді двосторонніх міцних пластин CXMG з чотирма ріжучими крайками з легкістю замінює стандартні аналоги з двома крайками типу CCMT (рис. 2).
 Рис. 2. Порівняння пластини CXMG зі стандартною ISO-пластиною
Рис. 2. Порівняння пластини CXMG зі стандартною ISO-пластиною
Конструкція пластини типу "ластівчин хвіст" забезпечує краще позиціонування в посадковому гнізді, що підвищує стабільність процесу різання та збільшує термін служби інструменту навіть за підвищених режимів обробки.
Державки цієї серії випускаються як з внутрішніми каналами охолодження, так і без підведення охолоджуючої рідини. При зніманні матеріалу до 3 мм пластиною CNMG 1204 ... з відповідною державкою передбачена можливість замінити стандартну пластину з двома крайками - на пластину з чотирма крайками меншого габариту (CXMG 09), використовуючи спеціальний адаптер (рис. 3).
Це означає, що підприємству не потрібно нести витрати на закупівлю державок при переході на економічний інструмент ISCAR.
 Рис. 3. Спеціальний перехідною адаптер
Рис. 3. Спеціальний перехідною адаптер
Особливості пластин CXMG:
- двостороння пластина з позитивним переднім кутом, що має в два рази більше різальних крайок - відмінна заміна аналогічним позитивним пластинам типу CCMT
- при правильній формі заготівлі та достатній жорсткості системи ВПІД, економічна форма CXMG є гарною альтернативою стандартним негативним пластинам CNMG
- забезпечує низькі сили різання завдяки позитивній геометрії в поєднанні з унікальною технологією покриття (відсутність пористості поверхні та безперешкодне виведення стружки)
- універсальний стружколом застосовується для більшості матеріалів, але основними є сталь і нержавіюча сталь.
Особливості державок LOGIQ4TURN:
- неперевершена надійність закріплення пластин: важільний притиск утримує пластину в посадковому гнізді, зберігаючи зручність її обслуговування та забезпечуючи вільний схід стружки
- ефективна система підведення охолоджуючої рідини під високим тиском JHP (рис. 4) на кожну ріжучу крайку - збільшує стійкість інструменту, покращує контроль над формуванням стружки і забезпечує високу продуктивність. МОР досягає ріжучої крайки з достатньою силою і швидкістю у вигляді рідини, а не пара. Рідина служить мастилом в процесі різання, швидко охолоджує розпечену стружку і ламає її на дрібні сегменти. Проходячи через внутрішні канали, МОР також охолоджує корпус інструменту, пластину та заготівлю
 Рис. 4. Система підведення МОР
Рис. 4. Система підведення МОР
- надійне закріплення пластини в посадковому гнізді завдяки системі "ластівчин хвіст" (рис. 5).
 Рис. 5. Позитивна задня поверхня пластини типу "ластівчин хвіст"
Рис. 5. Позитивна задня поверхня пластини типу "ластівчин хвіст"
Примітка: Інструмент з системою JHP (підведення охолоджуючої рідини під високим тиском) демонструє чудову продуктивність навіть у випадках подачі МОР під невеликим тиском.
Рідина під високим тиском спрямована безпосередньо в зону різання і утворює стружку виду «насіння», незалежно від оброблюваного матеріалу. Ця технологія усуває ймовірність заклинювання стружки, надаючи операторам можливість підвищувати швидкість різання. При цьому значно збільшується термін служби ріжучої крайки.
Двосторонні позитивні токарні пластини ALUPTURN розроблені для економічної обробки алюмінію. Позитивний передній кут і гостра ріжуча крайка (рис. 6) забезпечують плавне різання з низькими навантаженнями, а полірована поверхня пластин сприяє безперешкодному сходу стружки.
 Рис. 6. Позитивний передній кут
Рис. 6. Позитивний передній кут
У порівнянні зі звичайними аналогами, що мають дві ріжучі крайки, нові двосторонні ромбічні пластини VNGU 2206 ..- R3N з дуже гострим позитивним переднім кутом та чотирма ріжучими крайками є більш вигідним рішенням (рис. 7). Новинка призначена, переважно, для обробки алюмінієвих коліс та корпусних алюмінієвих деталей.
 Рис. 7. Порівняння пластини VNGU зі звичайною пластиною VCGT
Рис. 7. Порівняння пластини VNGU зі звичайною пластиною VCGT
Особливості пластин VNGU серії ALUPTURN:
- яскраво виражені позитивний передній кут і полірована передня поверхня для плавного різання
- усувається ефект налипання на ріжучу крайку
- знижуються сили різання
- відмінний вибір для обробки алюмінієвих коліс та інших габаритних виробів.
Особливості державок ALUPTURN:
- пластини легко закріплюються за допомогою міцних гвинтів
- високоефективні сопла для підведення охолоджуючої рідини спрямовані на кожну ріжучу крайку (рис. 8)
- форма державок зручна для обробки практично будь-яких алюмінієвих виробів.
 Рис. 8. Державки з соплами для подачі МОР
Рис. 8. Державки з соплами для подачі МОР
Двосторонні пластини CNGG та CNGX з серії ALUPTURN також є економічно вигідним рішенням для обробки виробів з алюмінію та інших кольорових металів і сплавів. Новинки характеризуються суперпозитивною геометрією різальної крайки, що дозволяє операторам вести плавну обробку, знижуючи сили різання, і більше не турбуватися про налипання на ріжучу крайку (рис. 9).
Нові пластини CNGG і CNGX з чотирма крайками прекрасно замінюють стандартні пластини CCGT з двома крайками від будь-якого виробника.
 Рис. 9. Порівняння пластин CNGX і CNGG зі звичайною CCGT
Рис. 9. Порівняння пластин CNGX і CNGG зі звичайною CCGT
Дані пластини можуть встановлюватися на стандартні державки серії FLASHTURN (рис. 10), що дозволяє клієнтам почати економити на інструменті без зволікання, не турбуючись про закупівлю нових державок.
 Рис. 10. Державки FLASHTURN
Рис. 10. Державки FLASHTURN
Висновок:
- Позитивний кут ріжучої крайки лінійки інструменту ALUPTURN сприяє зниженню сил різання, запобігаючи виникненню вібрацій і, відповідно, знижуючи навантаження на верстат.
- Пластини з позитивною ріжучою крайкою бажано використовувати для напівчистових і чистових операцій при обробці м'яких або в'язких матеріалів, таких як низьколегована сталь, нержавіюча сталь, алюміній та інші кольорові метали.
- Вигідна заміна аналогічним одностороннім позитивним пластинам стандарту ISO, що мають тільки дві ріжучі крайки - моментальна економія без необхідності заміни державок.
Фахівці представництва компанії ISCAR в Україні готові надати металообробним підприємствам інформаційну підтримку та допомогу в розробці технологічних процесів під час запуску у виробництво нових виробів, а також сприяти підвищенню ефективності вже діючого виробництва.


