Вигідне рішення від компанії ISCAR: серія інструменту JETCUT з функцією підведення охолодження під високим тиском

Машинобудівні виробництва, з метою поліпшення умов процесу виготовлення деталей методом різання, застосовують стандартні та спеціальні системи охолодження інструменту. Що дозволяє більш продуктивно випускати конкурентоспроможну продукцію, забезпечувати високу точність різання та знижувати витрати на інструмент, одночасно підвищуючи режими обробки. Навіть при виготовленні деталей і заготовок з важкооброблюваних матеріалів вдається досягнути якісних показників технологічного циклу, використовуючи технічно правильні системи охолодження.
Проте, не всі підприємства знають про існування сучасних систем охолодження або вважають достатнім спосіб вільної подачі МОР в зону обробки. Звичний метод подачі МОР поливом вільно падаючим струменем простий і зручний, тому широко застосовується при обробці матеріалів на металорізальних верстатах. З іншого боку, в практиці машинобудівного виробництва є багато прикладів, коли застосування МОР поливом неприпустимо або недостатньо ефективно, і обробка різанням ведеться "насухо".
Пошуки шляхів підвищення ефективності механічної обробки привели інженерів компанії ISCAR до створення нових, більш ефективних або зручних, способів подачі МОР, які відповідають сучасним технологічним вимогам.
З історії:
Спосіб охолодження та змащення зони різання струменем рідини під високим тиском був розроблений і досліджений ще на початку 50-х років. При цьому способі МОР подається в зону різання з боку задньої поверхні різця у вигляді тонкого струменя під тиском 20-30 бар. Перші роботи з дослідження ефективності цього методу показали, що він дозволяє багаторазово підвищити стійкість ріжучого інструменту в порівнянні з обробкою при подачі МОР поливом. Метод охолодження струменем МОР під високим тиском виявляється особливо ефективним під час різання важкооброблюваних матеріалів і сплавів.
Подальші дослідження цього методу були присвячені вивченню впливу швидкості витікання струменя, витрати рідини, її температури та інших параметрів на стійкість ріжучого інструменту. Були встановлені залежності швидкості струменя, витрати рідини та стійкості ріжучого інструменту від діаметру отвору сопла та тиску в системі підведення.
Обробка лезовим способом завжди супроводжується підвищеною температурою в зоні різання через недостатнє охолодження. Результатом поганого теплообміну в зоні контакту деталі та інструменту є виникнення зони теплової деформації. Від деформацій заготовок в процесі обробки, в кінцевому рахунку, залежить якість, термін служби та надійність виробу. Разом з жорсткістю вимог провідних світових машинобудівників до конструктивних форм деталей і до вимог про точність виготовлення, все більш трудомістким стає процес їх виготовлення і все вищі виробничі витрати.
Всі фактори, що впливають на точність розмірів, можна звести до трьох основних: похибка, обумовлена точністю верстата; похибка, пов'язана з тепловими деформаціями; похибка, обумовлена пружними деформаціями заготовки у діаметральному напрямку. Якщо уявити, що всі фактори діють одночасно та прийняти це за 100%, то кожен окремий вид похибки можна представити у вигляді схеми (рис. 1). За даним рисунком видно, що найбільший вплив на точність обробки надають похибки, обумовлені пружними деформаціями.
 Рис. 1. Похибки обробки під час різання нежорстких заготовок:
Рис. 1. Похибки обробки під час різання нежорстких заготовок:
- - похибка, обумовлена точністю верстата
- - похибка, обумовлена тепловими деформаціями
- - похибка, обумовлена пружними деформаціями
У класичній літературі машинобудування не важко знайти інформацію про пропозицію знижувати деформації заготовок за рахунок застосування ефективної МОР, хоча на практиці стає очевидним, що МОР дозволяє істотно знизити сили різання, а значить, і пружні деформації заготовки - тільки при правильній системі транспортування рідини безпосередньо в зону контакту. Цим питанням одним з перших зайнявся центр розробок провідного світового виробника інструменту ISCAR.
Застосування державок з внутрішніми каналами та керованими соплами для подачі охолоджуючої рідини дозволяє не тільки відводити тепло із зони контакту, але і в кілька разів знижувати пружні деформації, дозволяючи Клієнтам компанії отримувати необхідну точність обробки без додаткових операцій.
Попадання МОР в зону різання знижує тертя стружки по передній поверхні різця та заготовки - по задній поверхні інструмента. За рахунок зниження сил тертя, а також завдяки високій тепловіддачі МОР, радикально поліпшується теплообмін в зоні обробки. Зниження сил різання і температур забезпечує зменшення пружної деформації заготовки, що, в свою чергу, сприяє підвищенню ефективності виробництва.
На жорсткість технологічної системи застосування МОР безпосередньо не впливає, але дозволяє максимально знизити вібрації та навантаження на вузли верстата, а, значить, підвищити точність обробки і термін служби обладнання. Даний ефект є особливо актуальним для авіаційної промисловості, де допуски на діаметральний розмір знаходяться в важко досяжних межах 5 ... 10 мкм.
Для точної обробки виробів без деформацій компанія ISCAR випустила на ринок інноваційну серію інструменту JETCUT - унікальне рішення та вигідне інвестування в інструмент з функцією підведення охолодження під високим тиском (технологія HPC). Новинка забезпечує високу ефективність процесу завдяки передовим системам подачі МОР JETCUT. Цей надійний інструмент здатний значно підвищити рентабельність виробництва та прямо впливає на збільшення чистого прибутку.
З появою високошвидкісних верстатів з системою підведення охолодження через шпиндель під тиском 70 бар, технологія HPC стала набагато доступнішою та довела свої переваги. На даний момент в арсеналі компанії ISCAR є сотні токарних інструментів з функцією HPC, які користуються великим попитом вже протягом багатьох років.
Принцип роботи технології HPC: охолоджуюча рідина під високим тиском досягає ріжучої крайки з достатньою силою та швидкістю для того, щоб залишатися в незмінному фізичному стані (рис. 2). Рідина в такому випадку служить додатковим змащенням в процесі різання, швидко охолоджуючи розпечену стружку та ламаючи її на дрібні сегменти. При цьому, проходячи через внутрішні канали, вона також охолоджує корпус інструменту та пластину.
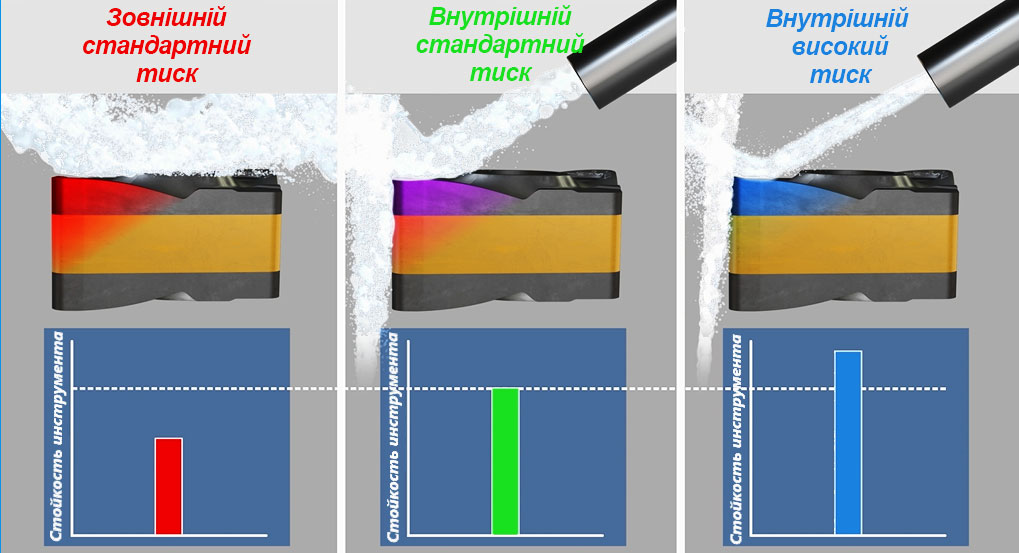 Рис. 2. Стійкість інструменту у випадку подачі МОР з різним тиском
Рис. 2. Стійкість інструменту у випадку подачі МОР з різним тиском
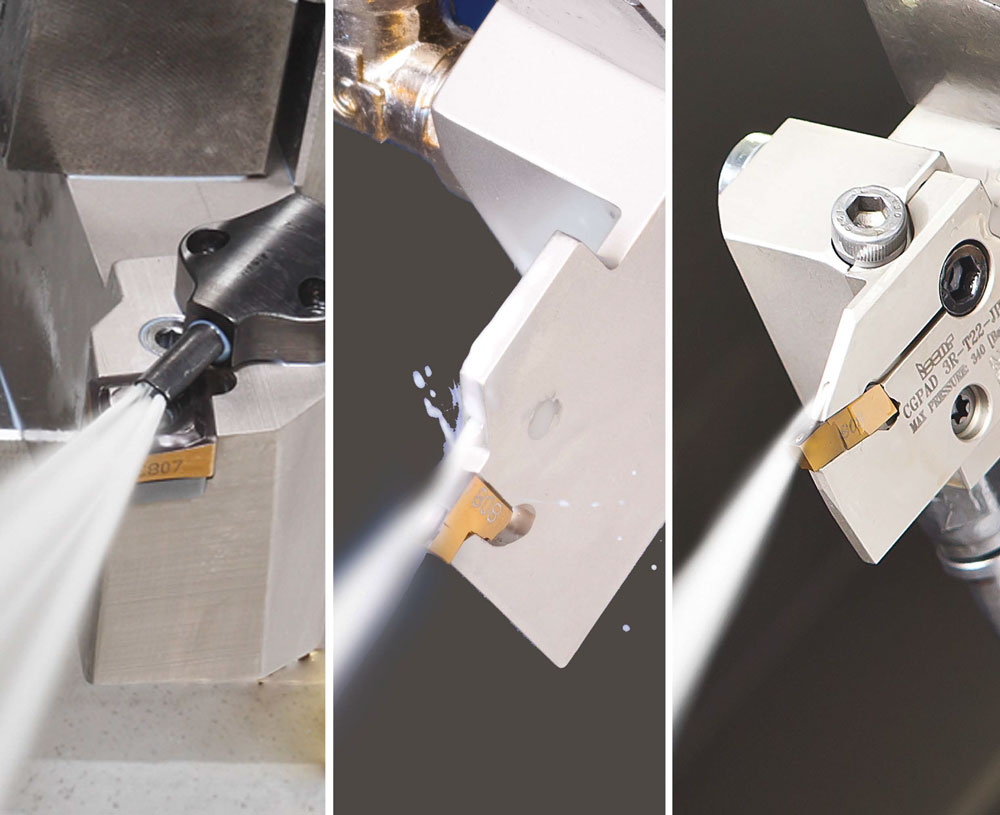
Особливістю даної технології є також поліпшена оброблюваність матеріалів при високій швидкості різання. Рідина, спрямована безпосередньо в зону різання під високим тиском, сприяє утворенню стружки дрібної фракції, незалежно від матеріалу заготовки (рис. 3).
 Рис. 3. Утворення стружки в залежності від тиску
Рис. 3. Утворення стружки в залежності від тиску
Технологія HPC відмінно зарекомендувала себе в процесах різання важкооброблюваних матеріалів, таких як титан і інконель, при цьому швидкість зрізання металу в три рази вища, ніж при звичайному охолодженні. Нова технологія від ISCAR усуває ефект заклинювання стружки, дозволяючи підвищити швидкість різання. При цьому збільшується термін служби ріжучої крайки. Переваги серії JETCUT можна також відзначити при обробці звичайної сталі: хороший контроль утворення стружки та збільшений термін служби ріжучої пластини.
Канали підведення охолодження в інструментах серії JETCUT розташовуються дуже близько до ріжучої крайки, дозволяючи струменеві одночасно омивати деталь, стружку та інструмент, забезпечуючи наступні переваги:
- скорочення часу обробки - швидкість різання може бути збільшена до 200% при обробці титану та жароміцних сплавів. Результат - найкраща рентабельність за рахунок високої продуктивності;
- збільшення стійкості інструменту за рахунок поліпшеного теплообміну - термін служби інструменту збільшується до 100% не тільки під час обробки титану та жароміцних сплавів, але і нержавіючої та легованої сталей;
- покращене відведення стружки - дрібна стружка навіть на в'язких та проблемних матеріалах;
- ефективне охолодження деталі знижує чутливість до теплових коливань;
- надійна та стабільна робота верстата.
Незважаючи на те, що система JETCUT призначена для роботи з надвисоким тиском охолоджуючої рідини на збільшених режимах різання, передбачена можливість її застосування і на верстатах зі звичайним тиском охолоджувальної рідини.
Крім того, компанія ISCAR розширила серію інструменту JHP з каналами для подачі МОР токарним інструментом з порожнистим жорстким затискачем JETRTURN, який також служить в якості сопла для охолоджуючої рідини. До сих пір інструменти ISOTURN з опцією охолодження JHP створювалися тільки з важільним затискним механізмом, так як верхній притиск перешкоджав попаданню струменя охолоджуючої рідини на ріжучу крайку. Новий дизайн включає в себе порожнистий жорсткий затискач JETRTURN, який дозволяє охолоджуючій рідині JHP досягати ріжучої крайки без будь-яких перешкод (рис. 4, 5).
 Рис. 4, 5. Новий інструмент JETRTURN з жорстким затискачем
Рис. 4, 5. Новий інструмент JETRTURN з жорстким затискачем
Сьогодні ISCAR пропонує інструмент з механізмом жорсткого затиску JETRTURN для найпопулярніших стандартних геометрій пластин CNMG, WNMG і DNMG (рис. 6).
 Рис. 6. Державки для стандартних геометрій пластин
Рис. 6. Державки для стандартних геометрій пластин
Особливості інструменту JETRTURN:
- сильний і надійний механізм затиску продовжує термін служби інструменту
- струмінь охолоджуючої рідини спрямований на ріжучу крайку
- відмінна розмірна повторюваність при заміні пластини
- чудова продуктивність при важких режимах різання
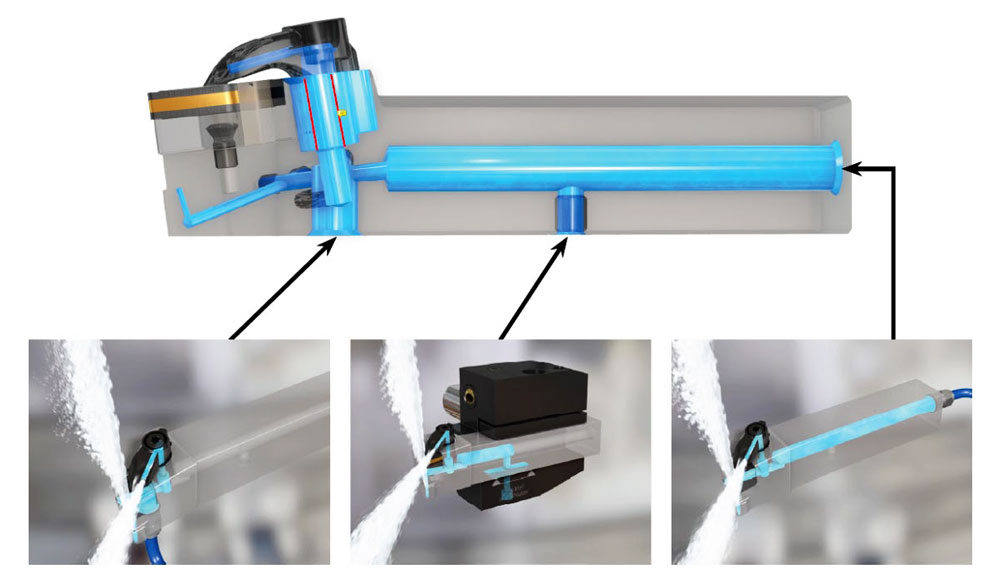 Рис. 7. Варіанти підключення подачі МОР
Рис. 7. Варіанти підключення подачі МОР
Новий інструмент для зовнішньої обробки має три варіанти підключення охолоджуючої рідини (рис. 7):
- різьбове з'єднання на задній площині державки
- впускний отвір з різьбленням на нижній площині державки
- нижній вхід для регульованого виступу хвостової частини, як в інструментах ISCAR JHP-MC.
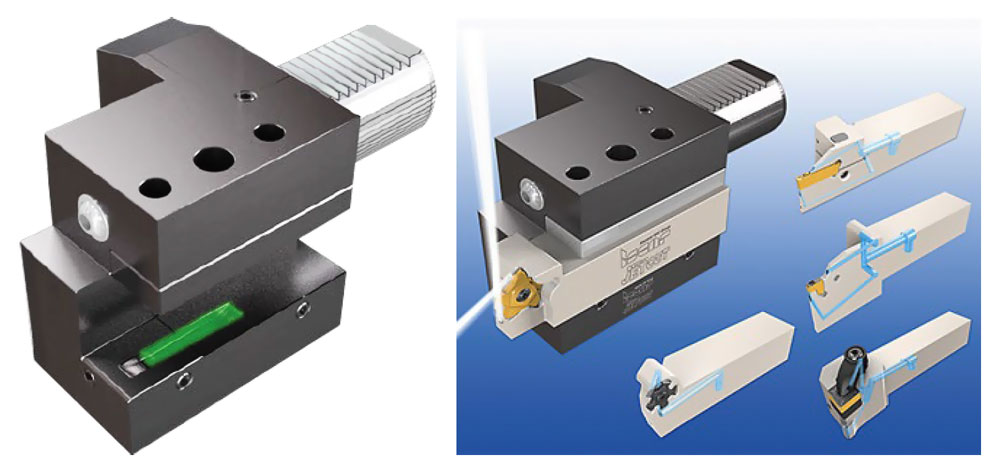 Рис. 8. Блоки VDI DIN69880 з системою подачі МОР
Рис. 8. Блоки VDI DIN69880 з системою подачі МОР
Серія інструменту доповнена спеціально розробленими блоками VDI для точіння, а також для прорізання канавок з вхідними каналами підведення охолоджуючої рідини на нижній площині державок VDI-JHPMC (рис. 8), які дозволяють регулювати виліт інструменту.
Фахівці представництва компанії ISCAR в Україні готові надати металообробним підприємствам інформаційну підтримку та допомогу в розробці технологічних процесів при запуску у виробництво нових виробів, а також сприяти підвищенню ефективності використання інструменту в поточних проектах.
