Alüminyum ve alaşımlarının yüksek hızlı frezelenmesi (HSM), standart hızlardan önemli ölçüde daha yüksek kesme hızlarını içerir.
Bu yaklaşım, verimli talaş kaldırma ile mükemmel yüzey kalitesi ve doğruluk sağlar. HSM hızlarının neleri kapsadığına dair kesin bir tanım bulunmamakla birlikte, genel olarak tipik değerlerin 1,5 ila 4 katı arasında değiştiği kabul edilir.
HSM, Yüksek kesme hızlarına ulaşmak; freze takımlarının son derece yüksek dönme hızlarında çalışmasını gerektirir, bu hızlar genellikle 30.000 RPM veya daha fazladır.
Tasarım açısından bakıldığında, alüminyum ve alaşımlarının (toplu olarak alüminyum) yüksek hızlı frezelenmesinde (HSM) kullanılan kesici takımlar, genel amaçlı freze takımları gibi genellikle üç türe ayrılır:
- Değiştirilebilir uçlu takımlar
- Solid frezeler, çoğunlukla komple karbür parmak frezeler
- (SCEM) değiştirilebilir, öncelikli olarak tungsten karbür freze kafaları monte edilmiş, montajlı takımlar (ISCAR'ın MULTI-MASTER ürünleri gibi)
Olağanüstü yüksek dönme hızlarında işleme; freze takımlarının önemli santrifüj yüklerine dayanmasını, balans kalitesini korumasını ve güvenliği sağlamasını gerektirir.
Temel hedef; tasarım aşamasında, teorik olarak takım ekseni etrafında simetrik bir kütle dağılımı elde etmek ve "tasarıma göre dengeli" ideal bir takım yapısı oluşturmaktır.
Bu tasarım balansı sanal modele uygulanır ve anlaşılacağı üzere, bitmiş "nihai" takımın fiziksel balans değerinin yerini almaz.
Ancak; bu ustaca tasarım, üretilen takımdaki artık kütle dengesizliğini önemli ölçüde azaltır ve daha sonraki fiziksel balans alınmasını daha hızlı, daha kolay, daha güvenilir hale getirir.
Solid takımlar ve değiştirilebilir solid freze kafaları (benzer prensiplere göre tasarlanmış) esasen tek parçalı takım yapısındadır.
Bu özellikle modern bir CAD ortamında 3D modelleme kullanıldığında, tasarıma göre dengeli bir yapı elde etmeyi büyük ölçüde basitleştirir.
Buna karşılık, birden fazla birleştirilmiş elemandan oluşan değiştirilebilir uçlu frezeler için HSM gereksinimleri özellikle kritik öneme sahiptir.
Alüminyum ve alaşımlarının yüksek hızlı frezelenmesi için tasarlanan değiştirilebilir uçlu takımların tasarımı, HSM'nin çeşitli zorlu özelliklerini ele almaya odaklanır, örneğin:
- Büyük santrifüj kuvvetlerin neden olduğu kesici ucun radyal yer değiştirmesini önlemek.
- Santrifüj yükünü azaltmak için takım bileşenlerinin kütlesini düşürmek.
- Uzun erişim çalışma mesafeli takım konfigürasyonu gerektiren işlemlerde bile yumuşak ve hafif kesme hareketi sağlamak.
- Talaş tahliyesi için; talaş cebi alanını maksimize ederken, takım gövdesi çekirdeğinin dayanıklılığını koruyacak şekilde talaş cebi profilinin optimize edilmesi.
- En etkili soğutma sıvısı sağlanması için, içten soğutma sıvısı kanallarının şekillendirilmesi ve diğerleri.
Birinci gruptaki takımlar; alüminyum için özel olarak tasarlanmış olan takımlarda dahil olmak üzere çeşitli malzemelerin frezelenmesine uygun değiştirilebilir uçlar bağlayan genel amaçlı frezelerdir.
Bu frezeler esas olarak çok çeşitli mühendislik malzemelerini frezelemek için kullanılır; ucun bağlandığı cepteki yer alan, aynı temel şekle ve referans yüzeylerine sahip uçların bağlanmasına olanak tanır.
Farklı kesme kenarı ve talaş kırıcı form geometrilerine sahip uçlar takılarak, aynı frezeler belirli malzeme türlerini işlemek üzere yapılandırılabilir.
Birinci grup takımlar genellikle 1000 m/dak (3280 SFM)'yi aşmayan kesme hızlarında çalıştırılır.
Olağanüstü yüksek dönme hızlarında yapılan HSM’de santrifüj kuvvetleri önemli hale gelir.
Bu kuvvetlerin neden olduğu, uçların radyal yer değiştirmesini önlemek için, ikinci grup takımlar kesici ucu tutma mekanizması içerir.
Sonuç olarak, kesme hızları önemli ölçüde artmıştır; örneğin, radyal temas küçük olduğunda yaklaşık 5000 m/dak (16400 SFM) seviyelerine ulaşabilir.
Üçüncü grup takımlar, aşırı rampa aşağı frezeleme geçişleri gerektiren uygulamalar için geliştirilmiştir.
Bu takımlarda kullanılan uçların agresif kesme geometrisi, 2000 m/dak'ya (6560 SFM) kadar kesme hızlarına olanak tanır.
Alüminyumun yüksek hızlı frezelemesinde, artan santrifüj kuvvetler uçların bağlama vidalarına önemli yükler uygular.
Yüksek güvenilirliğin sağlanması için bu vidaların, takıma özgü talimatlara uygun olarak değiştirilmesi gerekir.
ISCAR; genel bir kullanım kılavuzu bilgisi olarak, sabitlediği uç için her on uç değişiminden sonra bir sıkıştırma vidasının değiştirilmesini tavsiye etmektedir.
(*) Ayrıca; ilgili takıma özgü talimatı olan frezelerde, vidaların değişimi, talimata uygun uç değişim sayısına uygun değiştirilmesine dikkat edilmelidir!
Bazı HSM takım tasarımlarında; uçlar ve sıkıştırma vidalarıyla birlikte birleşik paketler halinde tedarik edilir.
Uçlar ve vidalar, monte edilmiş frezenin gerekli balans değerini karşılamak için dar toleranslar dahilinde seçilir. Bu gibi durumlarda, uçlar değiştirildiğinde vidalar da değiştirilmelidir.
Dikkat edilmesi gereken önemli bir nokta; balans alma gereksinimlerinin yalnızca takım gövdesi, uçlar ve vidalar gibi bağlama elemanlarından oluşan takım montajıyla sınırlı olmadığıdır.
Tüm takım sistemi — takım montajı; takım tezgahı miline monte edilen temel adaptör ve varsa ara elemanlar (uzatmalar veya redüksiyonlar) dahil balansı alınmış olmalıdır.
Bu titiz gereklilik ISO 16084 standardında da vurgulanmaktadır.
ISCAR; müşterilerine alüminyumun yüksek hızlı frezelenmesi için, hangi yeni takımları sunuyor? Yukarıda belirtilen gruplardan hangisi son gelişmelerin odağında?
Genel amaçlı değiştirilebilir uçlu freze grubumuz çeşitli orijinal tasarımlarla genişletilmiştir.
Örneğin, yuvarlak uçlu takımların yelpazesine artık alüminyum ve diğer demir dışı metallerin işlenmesine yönelik yeni uçlar da ekleniyor.
Talaş akışını iyileştirmek ve talaş birikmesini (BUE) ortadan kaldırmak için parlatılmış üst yüzeye (eğimli yüzeye) sahip olan bu uçlar, iki geometride üretilir: biri düz kesici kenarlı, diğeri tırtıklı kesici kenarlı.
Düz kenarlı uçlar genellikle yarı finiş işleme operasyonları için kullanılırken, tırtıklı kenarlı uçlar öncelikle kaba işleme ve uzun erişimli uygulamalar, uzun çalışma takım boyu gerektiren uygulamalar ve ince duvarlı iş parçalarının işlenmesi gibi, stabil olmayan koşullar altında işleme için tasarlanmıştır (Şekil-1).
Yakın zamanda piyasaya sürülen, yüksek basınçlı soğutma sıvısı (HPC) opsiyonuyla sunulan MULTI-MASTER ve FLEXFIT diş bağlantı şaftlı freze kafaları başka bir örnektir (Şekil-2).
Bu freze kafaları ISCAR'ın helisel kesme kenarına sahip klasik HELIALU uçları ile uyumludur.
Akış hızını en üst düzeye çıkarırken; basınç düşüşünü en aza indirmek için soğutma sıvısı dağıtım tasarımı, hesaplamalı akışkanlar dinamiği (CFD) modellemesi kullanılarak yükseltildi.
Vidalama konfigürasyonu, pazarda yaygın olarak kullanılan MULTI-MASTER ve FLEXFIT şaftların, adaptörlerin, uzatmaların ve redüksiyonların kullanımına olanak sağlayarak özelleştirmeyi önemli ölçüde genişletir.
ISCAR; son yıllarda, metal kaldırma oranını (MRR) artırmak amacıyla çok yüksek kesme hızları için tasarlanmış, alüminyum işlemede değiştirilebilir freze takımları portföyünü öne çıkardı.
Bu takımlar, güçlü santrifüj kuvvetlerinin neden olduğu radyal uç hareketini önlemek için tasarlanmıştır.
Uzun süreli yüksek hızlı işleme (HSM) operasyonlarında güvenilir kesme sağlamak için, özel bir hareket önleyici kilitleme mekanizması kullanılmıştır. Son geliştirmeyle birlikte, büyük uçları bağlamaya olanak tanıyan yeni takımlar sayesinde, portföyün performansı genişletilmiş ve 22 mm’ye kadar kesme derinliklerine ulaşılabilmiştir (Şekil-3).
Bu ilave destek; yüksek hızlı ana tahriklere sahip, modern, yüksek güçlü tezgâhların daha etkili kullanılmasını desteklemektedir.
Yakın zamanda tanıtılan en yeni ürün, mevcut HELIALU yüksek hızlı freze takımlarına monte edilmek üzere tasarlanmış 14 mm boyutunda, kesici kenarı tırtıklı bir uçtur.
Bu uç; talaşın bölünmesini sağlayan, keskin, tırtıklı kesme kenarları, süper pozitif kesme geometrisi ve parlatılmış talaş yüzeyinin bir araya getirilmesi özelliği ile tasarlanmıştır.
Geniş talaşların küçük parçalara bölünmesi ile talaş tahliyesini iyileştirir, yeniden kesmeyi azaltır, takımın dinamik stabilitesini artırır ve daha yüksek ilerleme oranlarına olanak tanıyarak, kaba frezeleme operasyonlarında verimliliği artırır (Şekil-4).
Doğal olarak; komple karbür parmak frezeler (SCEM) ve değiştirilebilir karbür freze kafalı, montaj edilebilir tipteki takımlar da sürekli olarak geliştirilmektedir.
Son yenilikler arasında, çeşitli komple karbür parmak frezeler ve çeşitli profillere sahip karbür freze kafaları yer alıyor.
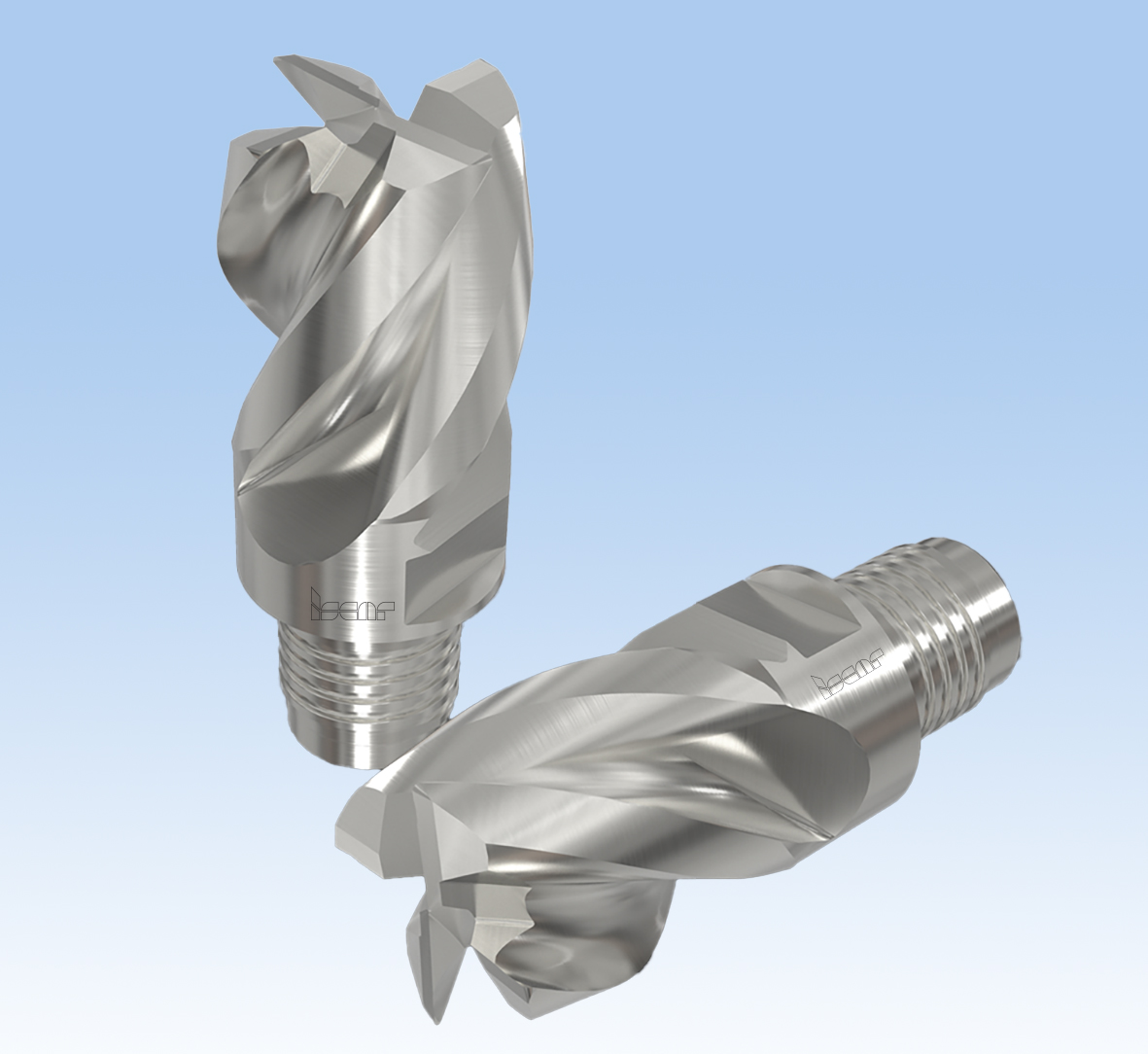
Örneğin; dört helis kanallı ve 32 mm çapındaki bir MULTI-MASTER karbür freze başlığı (Şekil-5), dinamik kararlılığı artırmak için değişken helis açıları kullanır ve kaba işlemeden finiş işlemeye kadar geniş bir uygulama aralığında istikrarlı kesme performansı sağlar.
Takım tezgahlarındaki gelişmeler, dönme hızı ve ilerleme oranının sınırlarını önemli ölçüde genişleterek, daha yüksek kesme hızlarına olanak sağlamıştır.
Alüminyumun ultra yüksek hızda frezelenmesi, kesici takım tasarımına yeni talepler getiren bir yol gösterici yaklaşım olarak ortaya çıkmaktadır.
Takım üreticilerinin bu zorlukların üstesinden nasıl geleceği ise henüz netlik kazanmamıştır.