โลกของงานโลหะกำลังมีการเปลี่ยนแปลงครั้งใหญ่ ปัจจุบันการทำงานกลึงกัดที่ซับซ้อนนั้นเป็นไปได้ยากหากปราศจากกระบวนการกัดปาดหน้า เพราะกระบวนการนี้ช่วยอำนวยความสะดวกในการเตรียมผิวดาตั้มโดยทำพื้นผิวแนวราบ นอกจากนี้ยังเพิ่มค่าความแม่นยำและคุณภาพพื้นผิว ยิ่งไปกว่านั้น การผลิตชิ้นส่วนที่หมุนจำนวนมากจะไม่สมบูรณ์หากไม่มีการกัดปาดหน้า เพราะฉะนั้นการกัดปาดหน้าจึงเป็นงานที่สำคัญสำหรับงานอุตสาหกรรม
ในการกัดปาดหน้า แกนของหัวกัดจะอยู่ในแนวปกติของพื้นผิวการกลึง หัวกัดปาดหน้าหรือหัวกัดผิวส่วนใหญ่เป็นแบบถอดเปลี่ยนได้ สำหรับประกอบกับ Shell Mill โดยมีดกัดมีมุมคมตัด(มุมเดินเข้าชิ้นงาน)ที่หลากหลาย เช่น 45°, 60°, 65°, 75°, 90° ส่วนหัวกัดปาดหน้าสำหรับการกลึงตัดหยาบที่มีประสิทธิภาพด้วยวิธีการกัดอัตราป้อนสูง (HFM) จะมีมุมคมตัดที่เล็กกว่าโดยทั่วไปคือ 10°-17° ในบางกรณี Shell Mill ที่ประกอบกับเม็ดมีดทรงกลมช่วยให้คมตัดแข็งแรงมากขึ้น มุมของคมตัดมีผลกระทบต่อการกระจายตัวของแรงตัด บนระนาบของแกนหัวกัด บนส่วนประกอบในแนวรัศมี และแนวแกน หรือที่เรียกว่า แรงตัดในแนวรัศมีและในแนวแกน เมื่อค่าอื่นๆ เท่ากัน มุมนี้จะกำหนดระยะกินลึกสูงสุด มุมคมตัดจะกำหนดขอบเขตการใช้งานของหัวกัดปาดหน้าเป็นส่วนใหญ่ ทำให้หัวกัดปาดหน้า 45° ใช้งานได้หลากหลายที่สุด และข้อได้เปรียบนี้เองที่กำหนดให้หัวกัด 45° เป็นตัวเลือกแรกของงานกัดปาดหน้า โดยเฉพาะอย่างยิ่งเมื่อกลึงตัดพื้นผิวระนาบ หัวกัดเหล่านี้รับประกันความสมดุลที่ดีระหว่างแรงตัดในแนวรัศมีและแนวแกน พื้นผิวงานคุณภาพสูง และสภาวะการตัดที่เหมาะสมเมื่อเครื่องมือเข้าหรือออกจากวัสดุที่กำลังกลึงกัด ประเภทหัวกัดปาดหน้าที่พบมากที่สุดคือหัวกัด 45° อย่างไรก็ตาม มีดประเภทนี้ก็ยังมีข้อเสียบางประการโดยเฉพาะกับการขึ้นรูปทรงสี่เหลี่ยม แม้ว่าการกลึงตัดบ่าฉากจะเป็นลักษณะของงานกัด End Mill แต่การกัดขึ้นรูปทรงเหลี่ยมก็จำเป็นเช่นกัน พื้นผิวระนาบทั้งหมดของชิ้นส่วนที่กลึงตัดจะติดกับบ่า การใช้หัวกัดปาดหน้า 45° กัดงานใกล้กับบ่าอาจทำให้เกิดปัญหาได้ หัวกัดปาดหน้าที่มีมุมคมตัด 90° จึงเป็นที่ต้องการของการขึ้นรูปทรงสี่เหลี่ยมอยู่เป็นประจำ นอกจากนี้ เครื่องมือ 90° ยังรับประกันแรงในแนวแกนต่ำ ซึ่งเหมาะสมสำหรับการกลึงกัดชิ้นส่วนที่มีโครงสร้างผนังบางหรือการตัดภายใต้สภาวะการจับยึดที่ไม่ดี นอกเหนือจากนั้น เม็ดมีดสำหรับดอกกัดปาดหน้า 90° ให้ระยะกินลึกที่สูงกว่าเมื่อเทียบกับเม็ดมีดขนาดเดียวกันสำหรับดอกกัดมุม 90°
วิธีการที่ถูกต้องและเหมาะสมในการออกแบบหัวกัดปาดหน้า 90° จะใช้เม็ดมีดแบบเดียวกับที่ใช้กับดอกกัด 90° แนวคิดนี้ทำให้เม็ดมีดมีความอเนกประสงค์มากขึ้นอีกทั้งยังคงใช้งานได้แพร่หลาย และเพื่อรับประกันงานที่จะได้พื้นผิวละเอียดที่ดี เม็ดมีดหัวกัดปาดหน้าแบบหลายฟันที่ถอดเปลี่ยนได้ที่มีเส้นผ่านศูนย์กลางขนาดใหญ่ ควรได้รับการออกแบบให้มีไวเปอร์ที่ใหญ่กว่าเมื่อเทียบกับEnd Mill ซึ่งมีฟันน้อยกว่า ผู้ผลิตเครื่องมือยังคงรักษาหลักการต่างๆ ในการพัฒนา ซึ่งมุ่งเน้นไปที่การตอบโจทย์ด้านประสิทธิภาพ ความแม่นยำของงานกัดบ่า และการใช้ทังสเตนคาร์ไบด์อย่างมีประสิทธิภาพซึ่งเป็นวัสดุหลักของเม็ดมีดแบบถอดเปลี่ยนได้ การออกแบบตามอุดมคตินี้ได้ตอบโจทย์ และเป็นไปตามความต้องการของงานกลึงกัด
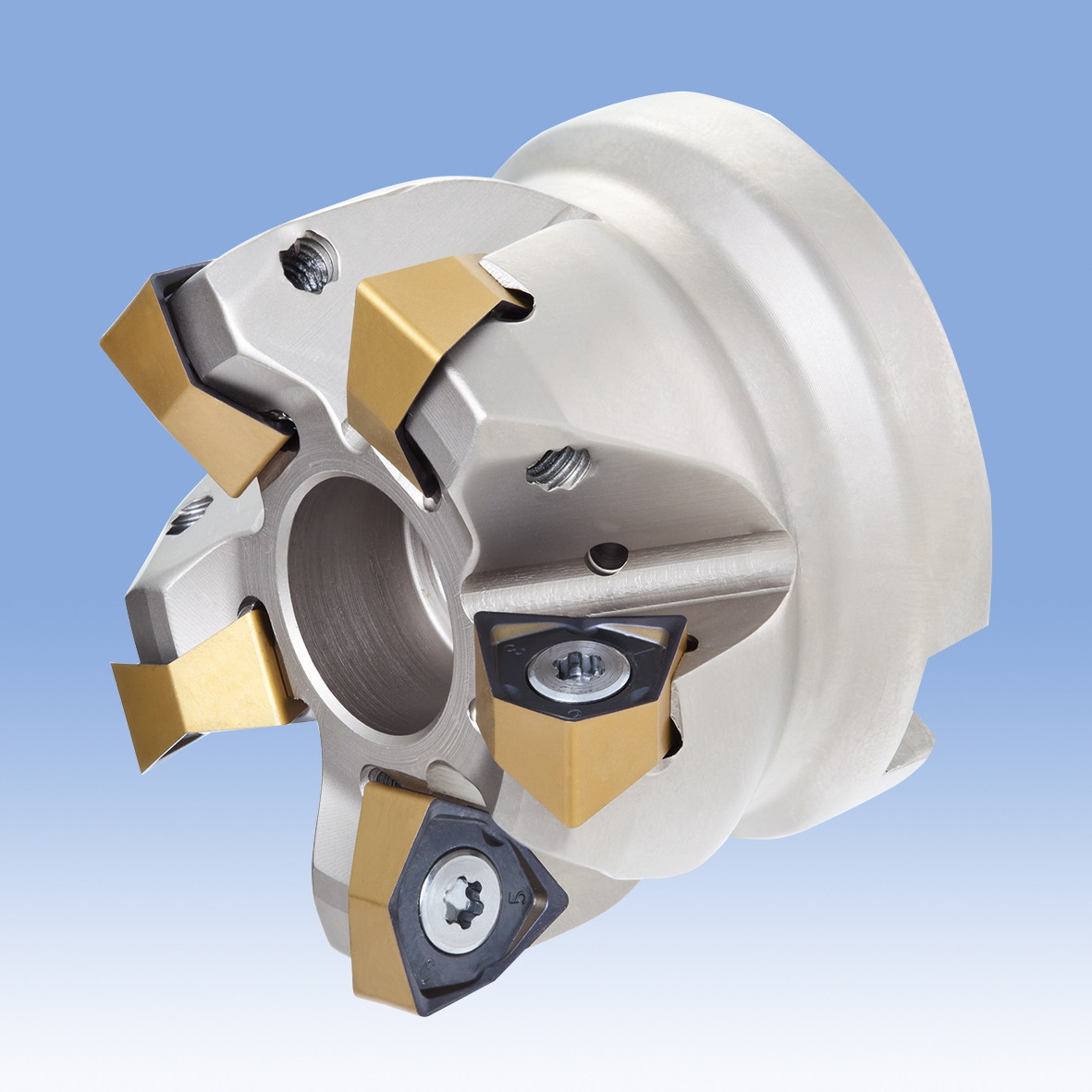
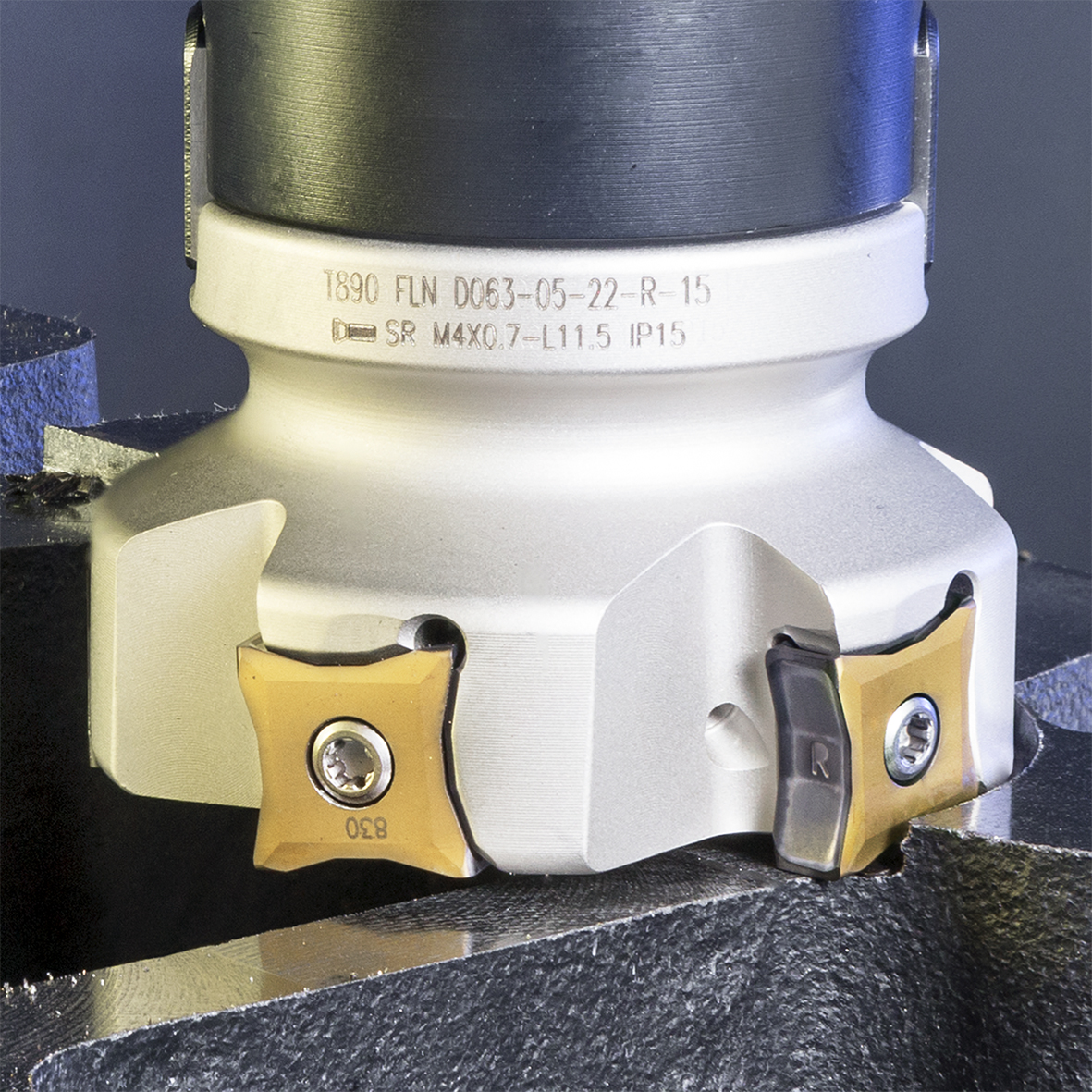
NEODO S90° เป็นตระกูลของหัวกัดปาดหน้ามุม 90° ที่ติดตั้งเม็ดมีดคาร์ไบด์สี่เหลี่ยมสองด้านขนาด 8 มม. (รูปที่ 1) เม็ดมีดตระกูลนี้มีไว้สำหรับการกัดหยาบและกึ่งละเอียดของเหล็กกล้าและเหล็กหล่อ รูปแบบเม็ดมีดสองด้านแสดงให้เห็นถึงความทนทานของเม็ดมีดและเอื้อต่อการถอดเปลี่ยนคมตัดได้ 8 คม เม็ดมีดอาจดูเรียบง่าย แต่เมื่อลองสังเกตจะพบว่าพื้นผิวด้านข้างของเม็ดมีดมีรูปทรงซับซ้อนที่มีไวเปอร์แบนกว้างในทุกคมตัด หัวกัดปาดหน้ามีมุมคายในแนวรัศมีเป็นบวกและมุมคายเศษเป็นลบ และให้โปรไฟล์มุม 90° ที่แน่นอนเมื่อกัดด้วยระยะกินลึกสูงสุดได้ถึง 5 มม. หัวกัด NEODO S90° ช่วยให้สามารถกัดปาดหน้าและกัดบ่าฉากได้ อีกทั้งยังให้ตัวเลือกเพิ่มเติมสำหรับการกัดใกล้บ่าเมื่อชิ้นงานหรือฟิกซ์เจอร์จับยึดมีข้อจำกัด สำหรับเครื่องมือขนาดเล็กที่มีผ่านศูนย์กลางระหว่าง 32-63 มม. ISCAR ขอแนะนำกลุ่มผลิตภัณฑ์ HELIDO Trigon Line (รูปที่ 2) กลุ่มเครื่องมือนี้โดดเด่นด้านหัวกัดปาดหน้าความหนาแน่นฟันสูงพร้อมเม็ดมีดรูปทรง Trigon สองด้านสำหรับขึ้นรูป 90° ที่ความลึกของการตัดสูงสุด 4 มม. เพื่อให้มีผลผลิตสูง โดยรูปทรง Trigon ของเม็ดมีดนั้นมีคมตัดที่ถอดเปลี่ยนได้ถึง 6 คมตัด และสร้างมุมคายที่เป็นบวกของเครื่องมือทั้งในแนวรัศมีและแนวแกน เมื่อรวมเข้ากับไวเปอร์แบนกว้าง การออกแบบของเม็ดมีดจะช่วยปรับปรุงผิวสำเร็จให้ดีขึ้น และทำการกัดไล่ระดับลงได้อย่างง่ายดาย ในส่วนของหัวกัดปาดหน้า LOGIQ-8-TANG (รูปที่ 3) จะใช้สันของเม็ดมีดงานกลึงหยาบบนพื้นผิวแบน 8 คมตัดในการเข้างาน และตอบโจทย์ด้านความคุ้มค่าคุ้มราคาสำหรับใกล้กับบ่า แนวคิดการจับยึดเม็ดมีดแบบ Tangential ผสานกับหลักการจับยึดแบบหางเหยียวและโครงสร้างเม็ดมีดที่ทนทานทำให้ได้การออกแบบเครื่องมือที่แข็งแรงและแข็งแกร่ง ที่ทนทานต่องานหนักในการกัดหยาบ
ISCAR ได้อัปเกรดหัวกัด 90° ตระกูล HELIQUAD ด้วยเม็ดมีดสี่เหลี่ยมด้านตัดเดียวแบบดั้งเดิม เม็ดมีดใหม่มีไว้สำหรับการกลึงตัดไททาเนียม และซูเปอร์อัลลอยทนความร้อน (HTSA) โดยเฉพาะอย่างยิ่งเมื่อกัดปาดหน้าใกล้ถึงบ่า
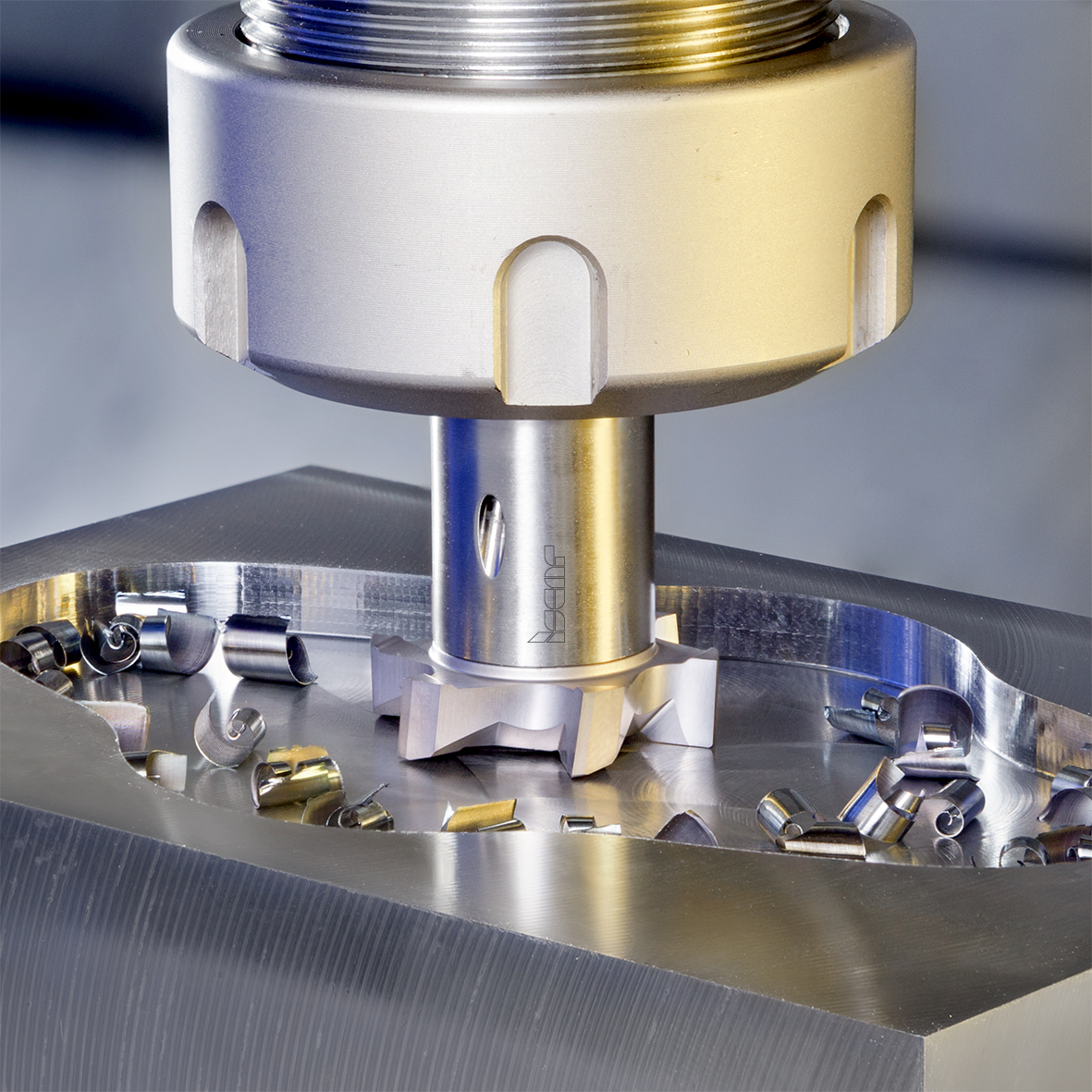
ในงานกัดที่ต้องใช้เครื่องมือที่มีเส้นผ่านศูนย์ขนาดเล็ก หัวกัดปาดหน้าคาร์ไบด์แบบเปลี่ยนได้ รุ่น MultiMaster ที่มีเส้นผ่านศูนย์กลาง 12-25 มม. สามารถให้ผลลัพธ์ที่มีประสิทธิภาพ (รูปที่ 4) เนื่องจากการออกแบบแบบหลายฟัน หัวนี้รับประกันการตัดที่มีประสิทธิภาพที่อัตราป้อนสูง ข้อได้เปรียบที่สำคัญของหัวกัดปาดหน้าที่คือคุณลักษณะด้านความแม่นยำสูง ซึ่งเทียบได้กับเครื่องมือโซลิดคาร์ไบด์ ระดับความแม่นยำดังกล่าวส่งผลให้เครื่องจักรมีความแม่นยำเพิ่มขึ้นและได้ผิวสำเร็จที่ดีเยี่ยม